



xFLEX475应用笔记
 发布时间:2024/06/24
发布时间:2024/06/24
- 访问量:
【概要描述】
xFlex475是一种柔软(50-60肖氏硬度A)、高回弹的弹性材料,适用于把手、密封件或网格泡沫替代品等。这是一种低粘度材料,有两种颜色(黑色和白色)。由于生坯硬度非常低,xFLEX475需要缓慢的Z轴移动。这种材料需要独特的后处理工作流程,以允许完全固化并避免粘性表面。清洗后,材料通常会发粘,建议进行水下固化。
打印提示
保持默认的Z轴速度和等待时间以获得最佳结果(最保守的设置)。如果用户试图用这种材料解决打印故障,应优先考虑零件方向和支架设计。
由于其柔软和灵活的性质,我们建议将零件定向为短定向,以防止剥离薄膜时发生晃动。该材料在绿色时具有与湿面条相似的稠度。一个好的经验法则是,构建高度不应超过宽度的2.5倍。
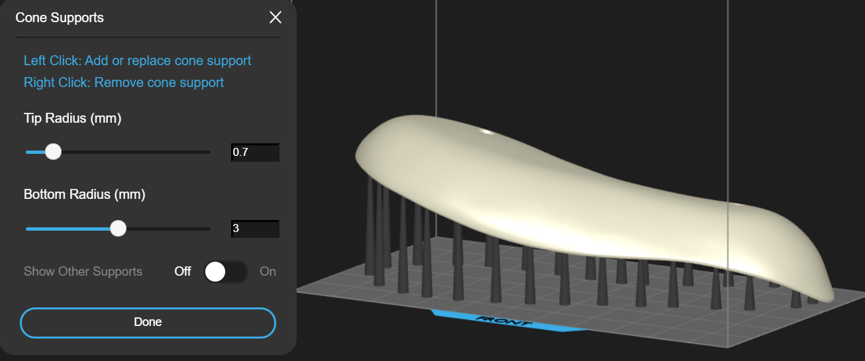
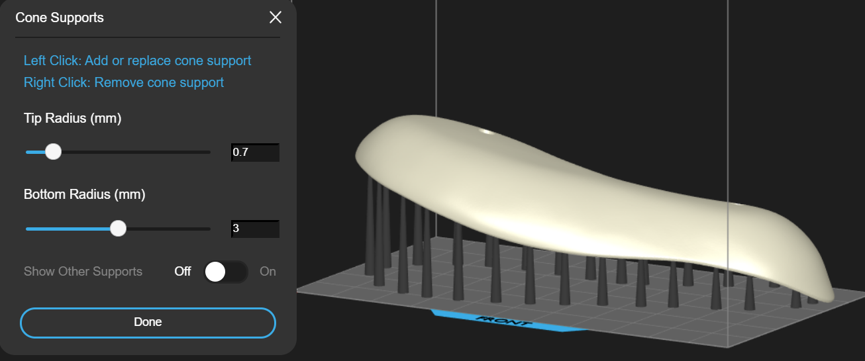
在任何消耗超过50毫升的零件边缘周围添加锥形支架(0.7毫米接触宽度,> 3毫米底部),以承受剥离力并在整个印刷过程中保持零件稳定。零件缺陷的一个非常常见的原因是移位线由剥离步骤中的零件摆动引起。拥有锥形支架将使零件保持直立,并最大限度地减少它们向侧面的晃动。
mceclip1.png
在较大零件的边界周围放置锥形支架,以提高印刷过程中的稳定性
如果零件有任何程度的凹陷(凹向薄膜),则需要一个通气孔来防止印刷品质缺陷。注意在使用脱模剂进行水下固化之前,更换塞子并固化到位。
直接在构建平台上打印会导致构建平台中的基层(象脚)和条纹过度固化。由于xFlex475的零件非常柔软(类似于橡皮筋),因此无法打磨或加工支撑块,因此在印刷前决定哪些表面需要支撑时需要仔细考虑。避免支撑在用于密封的表面上。
后加工
xFLEX在清洗后会发粘,需要浸泡在水中进行后固化。
经验证的工作流
ltu
支架拆除
在大多数情况下,在清洗和固化之前移除支架,以允许完全接触表面。固化后,支撑物会被清除得更干净,所以在清洗和固化前留下3-5毫米的支撑材料,然后在固化后靠近表面修剪。
mceclip1.png
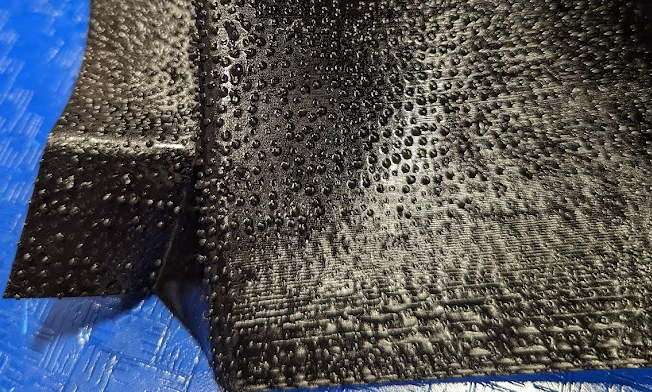
剥离支架后的表面-难以完成,最好留下一个较长的小块,用解剖刀切割
使用非常锋利的剃刀或手术刀,或非常锋利的刀具(我们推荐美容师使用的角质层剪)。降低零件温度可以进一步硬化零件,并允许更干净的切割。剪下来之前会压缩,留下疤痕。用手术刀轻轻锯通常是最有效的。
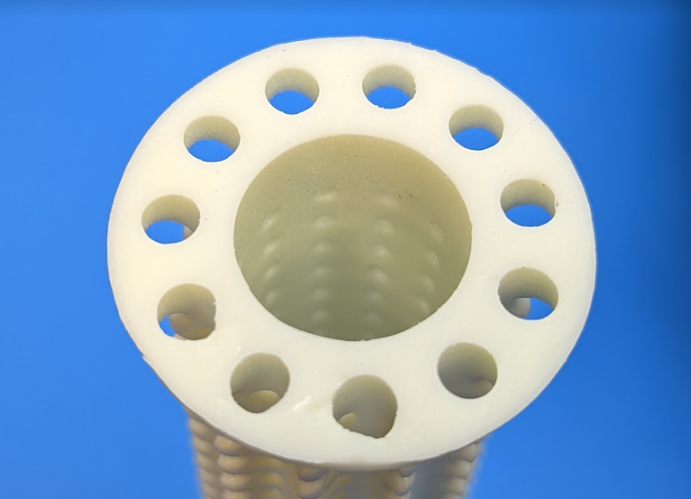
在厚度足够的完全固化零件上进行轻微打磨是可能的;使用压力非常小的振动砂光机。
mceclip0.png
xFLEX475打磨
洗涤
xFLEX在绿色时吸收溶剂。xCLEAN可用于长达1分钟的清洁,然后在IPA中再冲洗一分钟,或仅在IPA中清洁2分钟。使用纯度大于99%的IPA以避免吸水。将IPA中的时间限制在大约2分钟,建议使用超声波(~24kHz)清洁复杂的几何结构,包括网格结构。由于溶剂和/或水的吸收,零件在清洗后会发粘。让零件干燥15-30分钟。使用饱和的IPA通常是可以的,因为零件上任何微量的未固化材料都会在下一步中固化。
食物加工法
为避免最终零件的粘性,固化应在水下进行,以防止氧气抑制表面固化。
首先,在零件上涂一层脱模剂,如LOCTITE Frekote 770-NC或Smooth-On通用脱模剂。如果零件具有网格结构且不能完全喷涂,则将零件浸入脱模剂中,并让其滴干15-30分钟。脱模剂可防止生坯吸水。
接下来,将涂层零件放入一个干净、透明的硼硅酸盐容器(如烤盘或烧杯)中,并在零件上方注满水。使用去离子水来消除硬水污渍的风险,但是在大多数情况下自来水是可以接受的。
在室温下固化30分钟。翻转通常放置在玻璃容器底部的部分。定位零件,以使所有面都均匀暴露。
用干净的异丙醇去除脱模剂。
如果有任何发粘的表面,可以在固化后用滑石粉处理。

xFLEX475应用笔记
【概要描述】
xFlex475是一种柔软(50-60肖氏硬度A)、高回弹的弹性材料,适用于把手、密封件或网格泡沫替代品等。这是一种低粘度材料,有两种颜色(黑色和白色)。由于生坯硬度非常低,xFLEX475需要缓慢的Z轴移动。这种材料需要独特的后处理工作流程,以允许完全固化并避免粘性表面。清洗后,材料通常会发粘,建议进行水下固化。
打印提示
保持默认的Z轴速度和等待时间以获得最佳结果(最保守的设置)。如果用户试图用这种材料解决打印故障,应优先考虑零件方向和支架设计。
由于其柔软和灵活的性质,我们建议将零件定向为短定向,以防止剥离薄膜时发生晃动。该材料在绿色时具有与湿面条相似的稠度。一个好的经验法则是,构建高度不应超过宽度的2.5倍。
在任何消耗超过50毫升的零件边缘周围添加锥形支架(0.7毫米接触宽度,> 3毫米底部),以承受剥离力并在整个印刷过程中保持零件稳定。零件缺陷的一个非常常见的原因是移位线由剥离步骤中的零件摆动引起。拥有锥形支架将使零件保持直立,并最大限度地减少它们向侧面的晃动。
mceclip1.png
在较大零件的边界周围放置锥形支架,以提高印刷过程中的稳定性
如果零件有任何程度的凹陷(凹向薄膜),则需要一个通气孔来防止印刷品质缺陷。注意在使用脱模剂进行水下固化之前,更换塞子并固化到位。
直接在构建平台上打印会导致构建平台中的基层(象脚)和条纹过度固化。由于xFlex475的零件非常柔软(类似于橡皮筋),因此无法打磨或加工支撑块,因此在印刷前决定哪些表面需要支撑时需要仔细考虑。避免支撑在用于密封的表面上。
后加工
xFLEX在清洗后会发粘,需要浸泡在水中进行后固化。
经验证的工作流
ltu
支架拆除
在大多数情况下,在清洗和固化之前移除支架,以允许完全接触表面。固化后,支撑物会被清除得更干净,所以在清洗和固化前留下3-5毫米的支撑材料,然后在固化后靠近表面修剪。
mceclip1.png
剥离支架后的表面-难以完成,最好留下一个较长的小块,用解剖刀切割
使用非常锋利的剃刀或手术刀,或非常锋利的刀具(我们推荐美容师使用的角质层剪)。降低零件温度可以进一步硬化零件,并允许更干净的切割。剪下来之前会压缩,留下疤痕。用手术刀轻轻锯通常是最有效的。
在厚度足够的完全固化零件上进行轻微打磨是可能的;使用压力非常小的振动砂光机。
mceclip0.png
xFLEX475打磨
洗涤
xFLEX在绿色时吸收溶剂。xCLEAN可用于长达1分钟的清洁,然后在IPA中再冲洗一分钟,或仅在IPA中清洁2分钟。使用纯度大于99%的IPA以避免吸水。将IPA中的时间限制在大约2分钟,建议使用超声波(~24kHz)清洁复杂的几何结构,包括网格结构。由于溶剂和/或水的吸收,零件在清洗后会发粘。让零件干燥15-30分钟。使用饱和的IPA通常是可以的,因为零件上任何微量的未固化材料都会在下一步中固化。
食物加工法
为避免最终零件的粘性,固化应在水下进行,以防止氧气抑制表面固化。
首先,在零件上涂一层脱模剂,如LOCTITE Frekote 770-NC或Smooth-On通用脱模剂。如果零件具有网格结构且不能完全喷涂,则将零件浸入脱模剂中,并让其滴干15-30分钟。脱模剂可防止生坯吸水。
接下来,将涂层零件放入一个干净、透明的硼硅酸盐容器(如烤盘或烧杯)中,并在零件上方注满水。使用去离子水来消除硬水污渍的风险,但是在大多数情况下自来水是可以接受的。
在室温下固化30分钟。翻转通常放置在玻璃容器底部的部分。定位零件,以使所有面都均匀暴露。
用干净的异丙醇去除脱模剂。
如果有任何发粘的表面,可以在固化后用滑石粉处理。
- 分类: 新闻活动
- 发布时间:2024-06-24 11:45
- 访问量:
介绍
xFlex475是一种柔软(50-60肖氏硬度A)、高回弹的弹性材料,适用于把手、密封件或网格泡沫替代品等。这是一种低粘度材料,有两种颜色(黑色和白色)。由于生坯硬度非常低,xFLEX475需要缓慢的Z轴移动。这种材料需要独特的后处理工作流程,以允许完全固化并避免粘性表面。清洗后,材料通常会发粘,建议进行水下固化。
打印提示
保持默认的Z轴速度和等待时间以获得最佳结果(最保守的设置)。如果用户试图用这种材料解决打印故障,应优先考虑零件方向和支架设计。
由于其柔软和灵活的性质,我们建议将零件定向为短定向,以防止剥离薄膜时发生晃动。该材料在绿色时具有与湿面条相似的稠度。一个好的经验法则是,构建高度不应超过宽度的2.5倍。
在任何消耗超过50毫升的零件边缘周围添加锥形支架(0.7毫米接触宽度,> 3毫米底部),以承受剥离力并在整个印刷过程中保持零件稳定。零件缺陷的一个非常常见的原因是移位线由剥离步骤中的零件摆动引起。拥有锥形支架将使零件保持直立,并最大限度地减少它们向侧面的晃动。
在较大零件的边界周围放置锥形支架,以提高印刷过程中的稳定性
如果零件有任何程度的凹陷(凹向薄膜),则需要一个通气孔来防止印刷品质缺陷。注意在使用脱模剂进行水下固化之前,更换塞子并固化到位。
直接在构建平台上打印会导致构建平台中的基层(象脚)和条纹过度固化。由于xFlex475的零件非常柔软(类似于橡皮筋),因此无法打磨或加工支撑块,因此在印刷前决定哪些表面需要支撑时需要仔细考虑。避免支撑在用于密封的表面上。
后加工
xFLEX在清洗后会发粘,需要浸泡在水中进行后固化。
经验证的工作流
| 洗涤 | 后固化 | 抗张强度 | 抗张伸展率 |
| (兆帕) | (%) | ||
| 在IPA中冲洗2-4分钟(建议使用超声波) | 喷洒或浸泡脱模剂,并让其干燥15分钟 | 3.8(白色) | 159%(白色) |
| 让零件干燥30分钟 | 放入xCURE内的清水容器中 | ||
| 后固化后,浸入干净的异丙醇中去除脱模剂 | 在xCURE的水箱中60分钟(每侧30分钟) | 2.2(黑色) | 149%(黑色) |
支架拆除
在大多数情况下,在清洗和固化之前移除支架,以允许完全接触表面。固化后,支撑物会被清除得更干净,所以在清洗和固化前留下3-5毫米的支撑材料,然后在固化后靠近表面修剪。
剥离支架后的表面-难以完成,最好留下一个较长的小块,用解剖刀切割
使用非常锋利的剃刀或手术刀,或非常锋利的刀具(我们推荐美容师使用的角质层剪)。降低零件温度可以进一步硬化零件,并允许更干净的切割。剪下来之前会压缩,留下疤痕。用手术刀轻轻锯通常是最有效的。
在厚度足够的完全固化零件上进行轻微打磨是可能的;使用压力非常小的振动砂光机。
xFLEX475打磨
洗涤
xFLEX在绿色时吸收溶剂。xCLEAN可用于长达1分钟的清洁,然后在IPA中再冲洗一分钟,或仅在IPA中清洁2分钟。使用纯度大于99%的IPA以避免吸水。将IPA中的时间限制在大约2分钟,建议使用超声波(~24kHz)清洁复杂的几何结构,包括网格结构。由于溶剂和/或水的吸收,零件在清洗后会发粘。让零件干燥15-30分钟。使用饱和的IPA通常是可以的,因为零件上任何微量的未固化材料都会在下一步中固化。
食物加工法
为避免最终零件的粘性,固化应在水下进行,以防止氧气抑制表面固化。
首先,在零件上涂一层脱模剂,如LOCTITE Frekote 770-NC或Smooth-On通用脱模剂。如果零件具有网格结构且不能完全喷涂,则将零件浸入脱模剂中,并让其滴干15-30分钟。脱模剂可防止生坯吸水。
接下来,将涂层零件放入一个干净、透明的硼硅酸盐容器(如烤盘或烧杯)中,并在零件上方注满水。使用去离子水来消除硬水污渍的风险,但是在大多数情况下自来水是可以接受的。
在室温下固化30分钟。翻转通常放置在玻璃容器底部的部分。定位零件,以使所有面都均匀暴露。
用干净的异丙醇去除脱模剂。
如果有任何发粘的表面,可以在固化后用滑石粉处理。
扫二维码用手机看
最新消息

 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号