




xCERAMIC3280应用笔记
 发布时间:2024/06/24
发布时间:2024/06/24
- 访问量:
【概要描述】 介绍
xCERAMIC3280是一种坚硬、耐温、快速固化的陶瓷填充树脂,由BASF生产,可在Nexa3D树脂打印机上使用,包括XiP和XiP Pro。如果使用NXE400打印机,它必须具有LE4或更高版本(专业型号)。这种材料的密度比大多数其他树脂都高,按体积而不是重量出售。
打印提示
在分配前充分混合或搅拌xCERAMIC3280。印刷前立即用硅胶抹刀混合,以去除和混合薄膜表面的任何陶瓷颗粒。如果留在大桶中,保持打印机门关闭,并在大桶中留下一个干净的构建板,以防止沉淀物沉积在薄膜上。
该材料在印刷时会显著放热。确保在打印结束时,桶中至少有1L的多余树脂。未固化的材料将有助于吸收和散发热量,延长液晶显示器的寿命。
当与无涂层的铝制建筑板一起使用时,树脂上可能会出现一些变色(灰绿色)。这不影响机械性能。XiP和XiP Pro提供阳极氧化铝构建板。
物料输送
xCERAMIC3280比大多数其他光塑性树脂更具反应性。你可能需要遮住窗户,在环境光上贴上防紫外线膜,以避免不必要的固化。RoscoLux #10中黄色薄膜可以很好地阻挡350-420纳米的光谱,为您的房间营造一种良好的黄色氛围,而不会阻挡太多的可见光光谱。如果你有一个辐射计,目标环境紫外线在405纳米波段低于0.02毫瓦/平方厘米。
在阴凉的地方(10-20°C)和不透明的容器中避光储存。
立即彻底擦拭溢出的材料!清洗后,一些陶瓷残留物通常会残留在表面上。我们建议为xCERAMIC3280专用一个大桶、构建板和洗涤盆,以避免交叉污染并减少清洁工作。
后加工
xCERAMIC3280的性能受印刷、清洗、干燥和后固化/后烘烤工作流程的影响。限制步骤之间的等待时间,并使用一致的流程获得一致的结果。
银纹
xCERAMIC3280容易出现表面开裂(龟裂)。用硅胶刷或手套手洗,在干净的异丙醇(IPA)中擦拭表面多余的材料,最多1-2分钟,然后立即用压缩空气吹干,以避免开裂。
烘烤后
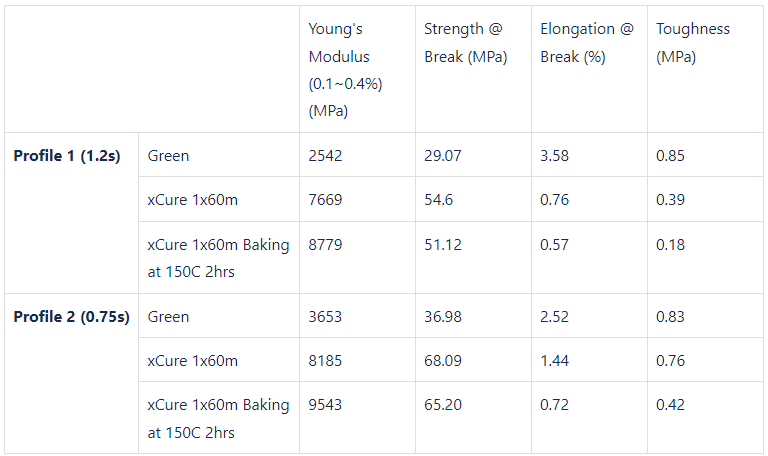
后烘烤将改善大多数机械性能,包括HDT。不需要后烘焙。100微米层对200微米层的印刷也将提高机械性能。烘烤时,在烘烤循环前后,以每分钟1-2℃的速度在烤箱中加热和冷却。以下是针对200微米(上图)和100微米(下图)固化时间在XiP Pro上测试的工作流程:
结束
材料可以常规方式打磨。打磨过的表面呈现黄色是正常的。上表皮通常为白色,下表皮通常为黄色。白色表示陶瓷填料在表面占主导地位,黄色表示陶瓷填料在聚合物涂层下面。
用干净的玻璃珠在低压下进行喷丸处理可以很好地使xCERAMIC的表面变得均匀,并且会产生均匀的颜色和外观。
设计指南
工具作业
工具可以直接放在构建板上。如果要将镶件放入铣出的型腔中,建议为接触构建板的边缘添加2-3毫米的倒角,以补偿大象脚(基层过度固化)和任何圆角。当直接印刷在构建板上时,建议使用-0.7毫米的基边偏移量。对于直径大于150毫米的工具,可能很难在不损坏构建板的情况下将其移除;考虑切割与构建板接触的表面,以限制收缩(即伸缩缝)。
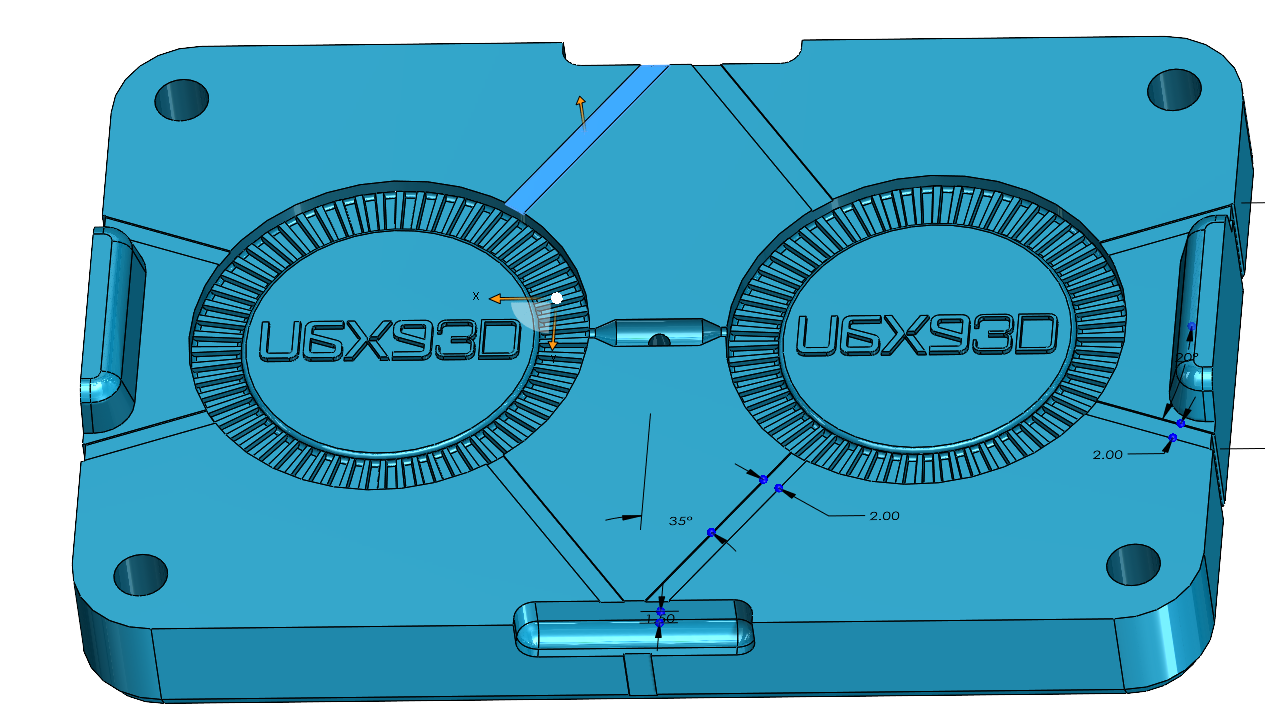
0.2毫米深、2毫米宽的模具通风口工作良好。
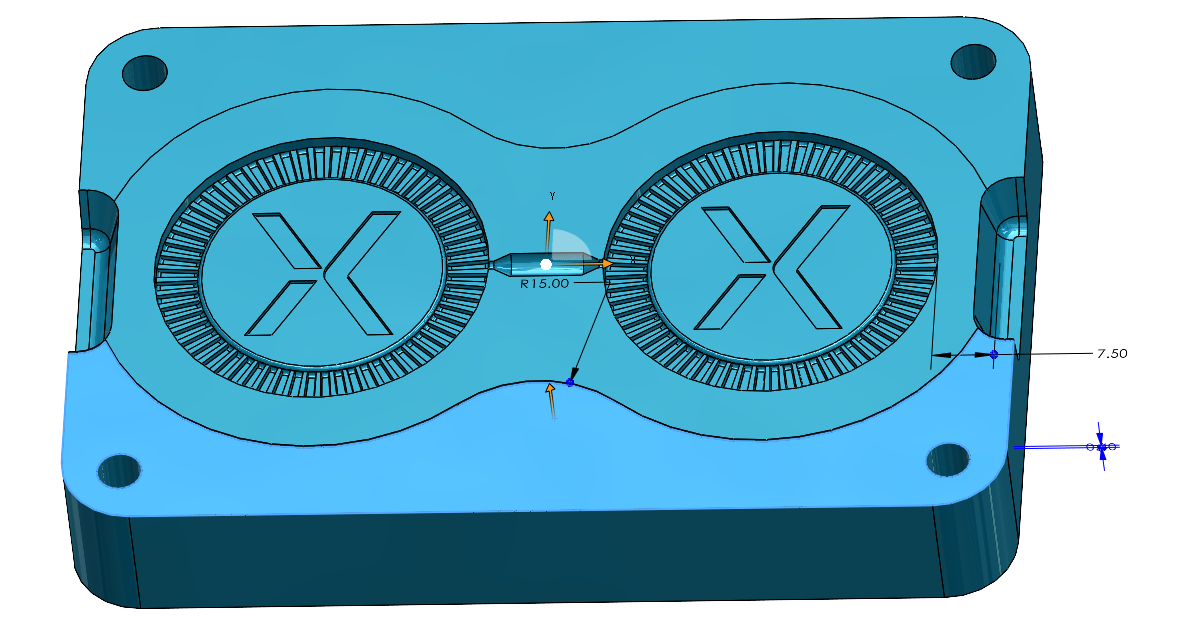
平模在后固化过程中容易翘曲。在固化过程中翻转零件。如果进行后烘烤,考虑在加重玻璃板之间烘烤。为了减少合模过程中的模具应力,将模具面从型腔边缘释放约7.5毫米至0.4毫米
对于直径大于80毫米的工具,建议使用大型实心零件增强件,但这不是必需的。您可能会注意到零件顶面上LSPE的轮廓重叠。
xCERAMIC3280可以很好地用作注塑模具工具(即带有xMOLD)的垫片,或者直接用作多次注射的模具嵌件。更多信息,请参考随附的巴斯夫应用指南。
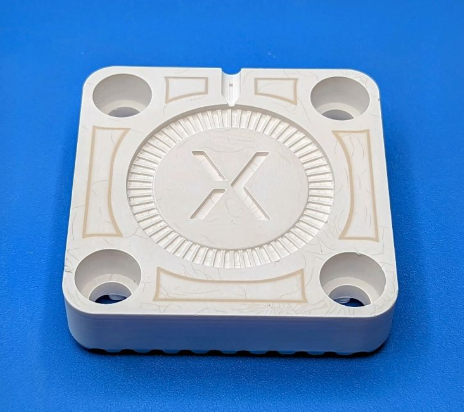
由于易碎的性质,我们建议将1/8”硅胶背衬安装到成型机的泥底中。
(图片由APSX提供)
这种材料通常不需要使用脱模剂。有关其他提示,请参考巴斯夫随附的指南。
风洞模型
xCERAMIC3280是制作风洞模型的绝佳材料,因为它具有很高的刚度。对于精细的几何体,您可能希望在后固化之前保持支撑。保持支架的接触点低于壁厚,以避免支架拆除时零件断裂。支柱支撑适用于大多数几何图形。
如果你不需要最大的耐热性,skp后烘。如果测压口的内部通道很小,请使用100微米的图层设置进行打印,但将曝光时间从0.75秒减少到0.6秒或0.5秒。默认曝光时间比提高机械性能所需的时间长。我们还建议垂直定向通道,并使用-0.3至-0.5毫米的内边缘偏移。在后固化之前,使用注射器或加压溶剂,然后使用加压空气清洁和干燥内部通道。
烧结/铸造
这种材料被设计成陶瓷聚合物复合材料。它不是为后烘烤后的烧结或用作熔模铸造镶块而配制的。

xCERAMIC3280应用笔记
【概要描述】 介绍
xCERAMIC3280是一种坚硬、耐温、快速固化的陶瓷填充树脂,由BASF生产,可在Nexa3D树脂打印机上使用,包括XiP和XiP Pro。如果使用NXE400打印机,它必须具有LE4或更高版本(专业型号)。这种材料的密度比大多数其他树脂都高,按体积而不是重量出售。
打印提示
在分配前充分混合或搅拌xCERAMIC3280。印刷前立即用硅胶抹刀混合,以去除和混合薄膜表面的任何陶瓷颗粒。如果留在大桶中,保持打印机门关闭,并在大桶中留下一个干净的构建板,以防止沉淀物沉积在薄膜上。
该材料在印刷时会显著放热。确保在打印结束时,桶中至少有1L的多余树脂。未固化的材料将有助于吸收和散发热量,延长液晶显示器的寿命。
当与无涂层的铝制建筑板一起使用时,树脂上可能会出现一些变色(灰绿色)。这不影响机械性能。XiP和XiP Pro提供阳极氧化铝构建板。
物料输送
xCERAMIC3280比大多数其他光塑性树脂更具反应性。你可能需要遮住窗户,在环境光上贴上防紫外线膜,以避免不必要的固化。RoscoLux #10中黄色薄膜可以很好地阻挡350-420纳米的光谱,为您的房间营造一种良好的黄色氛围,而不会阻挡太多的可见光光谱。如果你有一个辐射计,目标环境紫外线在405纳米波段低于0.02毫瓦/平方厘米。
在阴凉的地方(10-20°C)和不透明的容器中避光储存。
立即彻底擦拭溢出的材料!清洗后,一些陶瓷残留物通常会残留在表面上。我们建议为xCERAMIC3280专用一个大桶、构建板和洗涤盆,以避免交叉污染并减少清洁工作。
后加工
xCERAMIC3280的性能受印刷、清洗、干燥和后固化/后烘烤工作流程的影响。限制步骤之间的等待时间,并使用一致的流程获得一致的结果。
银纹
xCERAMIC3280容易出现表面开裂(龟裂)。用硅胶刷或手套手洗,在干净的异丙醇(IPA)中擦拭表面多余的材料,最多1-2分钟,然后立即用压缩空气吹干,以避免开裂。
烘烤后
后烘烤将改善大多数机械性能,包括HDT。不需要后烘焙。100微米层对200微米层的印刷也将提高机械性能。烘烤时,在烘烤循环前后,以每分钟1-2℃的速度在烤箱中加热和冷却。以下是针对200微米(上图)和100微米(下图)固化时间在XiP Pro上测试的工作流程:
结束
材料可以常规方式打磨。打磨过的表面呈现黄色是正常的。上表皮通常为白色,下表皮通常为黄色。白色表示陶瓷填料在表面占主导地位,黄色表示陶瓷填料在聚合物涂层下面。
用干净的玻璃珠在低压下进行喷丸处理可以很好地使xCERAMIC的表面变得均匀,并且会产生均匀的颜色和外观。
设计指南
工具作业
工具可以直接放在构建板上。如果要将镶件放入铣出的型腔中,建议为接触构建板的边缘添加2-3毫米的倒角,以补偿大象脚(基层过度固化)和任何圆角。当直接印刷在构建板上时,建议使用-0.7毫米的基边偏移量。对于直径大于150毫米的工具,可能很难在不损坏构建板的情况下将其移除;考虑切割与构建板接触的表面,以限制收缩(即伸缩缝)。
0.2毫米深、2毫米宽的模具通风口工作良好。
平模在后固化过程中容易翘曲。在固化过程中翻转零件。如果进行后烘烤,考虑在加重玻璃板之间烘烤。为了减少合模过程中的模具应力,将模具面从型腔边缘释放约7.5毫米至0.4毫米
对于直径大于80毫米的工具,建议使用大型实心零件增强件,但这不是必需的。您可能会注意到零件顶面上LSPE的轮廓重叠。
xCERAMIC3280可以很好地用作注塑模具工具(即带有xMOLD)的垫片,或者直接用作多次注射的模具嵌件。更多信息,请参考随附的巴斯夫应用指南。
由于易碎的性质,我们建议将1/8”硅胶背衬安装到成型机的泥底中。
(图片由APSX提供)
这种材料通常不需要使用脱模剂。有关其他提示,请参考巴斯夫随附的指南。
风洞模型
xCERAMIC3280是制作风洞模型的绝佳材料,因为它具有很高的刚度。对于精细的几何体,您可能希望在后固化之前保持支撑。保持支架的接触点低于壁厚,以避免支架拆除时零件断裂。支柱支撑适用于大多数几何图形。
如果你不需要最大的耐热性,skp后烘。如果测压口的内部通道很小,请使用100微米的图层设置进行打印,但将曝光时间从0.75秒减少到0.6秒或0.5秒。默认曝光时间比提高机械性能所需的时间长。我们还建议垂直定向通道,并使用-0.3至-0.5毫米的内边缘偏移。在后固化之前,使用注射器或加压溶剂,然后使用加压空气清洁和干燥内部通道。
烧结/铸造
这种材料被设计成陶瓷聚合物复合材料。它不是为后烘烤后的烧结或用作熔模铸造镶块而配制的。
- 分类: 新闻活动
- 发布时间:2024-06-24 11:07
- 访问量:

介绍
xCERAMIC3280是一种坚硬、耐温、快速固化的陶瓷填充树脂,由BASF生产,可在Nexa3D树脂打印机上使用,包括XiP和XiP Pro。如果使用NXE400打印机,它必须具有LE4或更高版本(专业型号)。这种材料的密度比大多数其他树脂都高,按体积而不是重量出售。
打印提示
在分配前充分混合或搅拌xCERAMIC3280。打印前立即用硅胶抹刀混合,以去除和混合薄膜表面的任何陶瓷颗粒。如果留在大桶中,保持打印机门关闭,并在大桶中留下一个干净的构建板,以防止沉淀物沉积在薄膜上。
该材料在印刷时会显著放热。确保在打印结束时,桶中至少有1L的多余树脂。未固化的材料将有助于吸收和散发热量,延长液晶显示器的寿命。
当与无涂层的铝制建筑板一起使用时,树脂上可能会出现一些变色(灰绿色)。这不影响机械性能。XiP和XiP Pro提供阳极氧化铝构建板。
物料输送
xCERAMIC3280比大多数其他光塑性树脂更具反应性。你可能需要遮住窗户,在环境光上贴上防紫外线膜,以避免不必要的固化。RoscoLux #10中黄色薄膜可以很好地阻挡350-420纳米的光谱,为您的房间营造一种良好的黄色氛围,而不会阻挡太多的可见光光谱。如果你有一个辐射计,目标环境紫外线在405纳米波段低于0.02毫瓦/平方厘米。
在阴凉的地方(10-20°C)和不透明的容器中避光储存。
立即彻底擦拭溢出的材料!清洗后,一些陶瓷残留物通常会残留在表面上。我们建议为xCERAMIC3280专用一个大桶、构建板和洗涤盆,以避免交叉污染并减少清洁工作。
后加工
xCERAMIC3280的性能受印刷、清洗、干燥和后固化/后烘烤工作流程的影响。限制步骤之间的等待时间,并使用一致的流程获得一致的结果。
银纹
xCERAMIC3280容易出现表面开裂(龟裂)。用硅胶刷或手套手洗,在干净的异丙醇(IPA)中擦拭表面多余的材料,最多1-2分钟,然后立即用压缩空气吹干,以避免开裂。
烘烤后
后烘烤将改善大多数机械性能,包括HDT。不需要后烘焙。100微米层对200微米层的印刷也将提高机械性能。烘烤时,在烘烤循环前后,以每分钟1-2℃的速度在烤箱中加热和冷却。以下是针对200微米(上图)和100微米(下图)固化时间在XiP Pro上测试的工作流程:
结束
材料可以常规方式打磨。打磨过的表面呈现黄色是正常的。上表皮通常为白色,下表皮通常为黄色。白色表示陶瓷填料在表面占主导地位,黄色表示陶瓷填料在聚合物涂层下面。
用干净的玻璃珠在低压下进行喷丸处理可以很好地使xCERAMIC的表面变得均匀,并且会产生均匀的颜色和外观。
设计指南
工具作业
工具可以直接放在构建板上。如果要将镶件放入铣出的型腔中,建议为接触构建板的边缘添加2-3毫米的倒角,以补偿大象脚(基层过度固化)和任何圆角。当直接印刷在构建板上时,建议使用-0.7毫米的基边偏移量。对于直径大于150毫米的工具,可能很难在不损坏构建板的情况下将其移除;考虑切割与构建板接触的表面,以限制收缩(即伸缩缝)。
0.2毫米深、2毫米宽的模具通风口工作良好。
平模在后固化过程中容易翘曲。在固化过程中翻转零件。如果进行后烘烤,考虑在加重玻璃板之间烘烤。为了减少合模过程中的模具应力,将模具面从型腔边缘释放约7.5毫米至0.4毫米
对于直径大于80毫米的工具,建议使用大型实心零件增强件,但这不是必需的。您可能会注意到零件顶面上LSPE的轮廓重叠。
xCERAMIC3280可以很好地用作注塑模具工具(即带有xMOLD)的垫片,或者直接用作多次注射的模具嵌件。更多信息,请参考随附的巴斯夫应用指南。
由于易碎的性质,我们建议将1/8”硅胶背衬安装到成型机的泥底中。
(图片由APSX提供)
这种材料通常不需要使用脱模剂。有关其他提示,请参考巴斯夫随附的指南。
风洞模型
xCERAMIC3280是制作风洞模型的绝佳材料,因为它具有很高的刚度。对于精细的几何体,您可能希望在后固化之前保持支撑。保持支架的接触点低于壁厚,以避免支架拆除时零件断裂。支柱支撑适用于大多数几何图形。
如果你不需要最大的耐热性,skp后烘。如果测压口的内部通道很小,请使用100微米的图层设置进行打印,但将曝光时间从0.75秒减少到0.6秒或0.5秒。默认曝光时间比提高机械性能所需的时间长。我们还建议垂直定向通道,并使用-0.3至-0.5毫米的内边缘偏移。在后固化之前,使用注射器或加压溶剂,然后使用加压空气清洁和干燥内部通道。
烧结/铸造
这种材料被设计成陶瓷聚合物复合材料。它不是为后烘烤后的烧结或用作熔模铸造镶块而配制的。
扫二维码用手机看
最新消息

 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号