




超快3D打印 – LSPc 打印设计指南
 发布时间:2024/03/12
发布时间:2024/03/12
- 访问量:
【概要描述】 XiP和NXE系列3D打印机
导言
了解2023年最新的超快3D打印材料,哪种材料能够承受在气泡成型机中制造15,000个镜头所需的高温和压力?哪些树脂用于必须承受紫外线、温度变化和其他基本外部条件的生产部件?这种新的陶瓷材料是最快的3D打印材料,但它也可以承受最高的温度。
想知道几分钟内可以打印哪些其他类型的材料吗?看看指南。
本指南涉及:
2023年更新的材料
材料的特性和使用可能性
每种材料的认证测试规格
材料使用案例研究
LSPc® 技术
Nexa3D方法
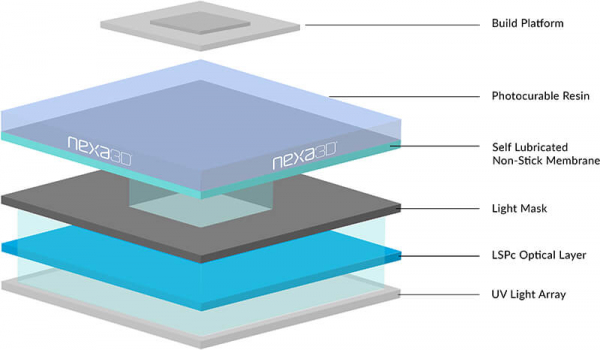
Nexa3D专有的LSPc技术将光聚合物流式焦油与紫外线(UV)光一起转化为结构塑料。先进的膜技术与可扩展的4K LCD图像掩蔽相结合,为用户提供了高生产率的制造系统,使他们能够快速迭代产品概念,然后立即投入生产。
NexaX 智能软件优化了每一层,以实现最短的打印时间和始终如一的质量。在XiP和NXE系列3D打印机上打印的零件具有出色的表面光洁度,全密度和各向同性特性,这是其他增材制造平台无法实现的。
Nexa3D技术增强了世界各地的行业,包括定制消费品,牙科,工具制造,骨科,汽车制造,科学研究,电子,休闲,娱乐等。专业人士利用增材制造的众所周知的优势,结合NXE 400平台的功能材料和生产力,开发出能够彻底改变行业的产品。
超高速 Nexa3D
3D打印在从桌面到生产的创纪录时间内
数量
约4.8L
195 x 115 x 210mm (7.7 x 4.5 x 8.3 in)
技术
LSPC
Pixel 尺寸
52 μm (0.0020 in)
最大分辨率
4K (3840 x 2160)
27 部分打印时间*
43分钟
打印机指纹(XYZ)
420 x 350 x 530mm (16.5 x 14 x 21 in)
材料包装
1kg 铝制墨盒
* 适用于具有 200 微米层高和 x45 原型材质的 3 路连接文件。
后处理
适用于 XiP 和 NXE 系列 3D 打印机的自动清洗和固化
我们的3D打印后处理解决方案可确保使用商用3D打印机制造的零件的机械性能和可预测的性能一致。
关于XIP
XiP Wash + Cure 是一款 2 合 1 后处理站,可在紧凑的封装中提供最佳的自动后处理。只需使用IPA或xCLEAN将零件放入洗衣槽中,然后开始洗衣循环。然后取出洗衣槽并将其部分放在旋转台上,将LED手臂折叠下来,并将反射盖放在其上以进一步固化。
一般考虑
Thermal
在设计LSPc工艺时,请考虑整个工艺流程和物理限制。我们的许多设计准则类似于注塑,因为树脂经历了1-2%的相变和收缩,类似于热塑性塑料凝固成形状。然而,收缩是分层进行的,因此自由横截面的突然变化可能导致变形。我们将告诉您如何避免此问题。
厚截面的硬化也导致过热热量的增加,并且在XY平面上有一定的硬化。NexaX 2.0 软件可优化打印速度以控制温度。添加液体树脂的流动性有助于在构建过程中避免组件中的热梯度,并允许更高的速度。
筹备建设
构造的前几层是故意过硬的,以确保对构造板的应力,并且在XY方向上略微过大。这不应该是一个问题,因为通常只有支柱受到影响。如果您在没有支撑的情况下构建,请在基础表面的边缘添加1-2毫米长的相位。这使得挤出的特征保持可测量性,并且更容易从建筑板上移除。每一层都比前一层高出一定的百分比,因此如果水平孔没有被0.04毫米的平衡,则水平孔会略微偏斜。
后处理
从该部件中清除多余的树脂可能很难在粪便,空腔或微流体通道中使用,并且需要先进的清洁技术。此外,加热或燃烧会导致平板变形。在硬化过程中添加肋骨或限制部分。
后处理
光学强化与硬化
光聚合工艺(如LSPc)中使用的树脂并非完全不透明,因此光线穿透材料的薄区域并导致过硬化和/或硬化。在大多数情况下,这些效果不是问题,除非零件非常小,或者您尝试使用设计实现非常窄的公差。如果您了解这两种现象,您可以在设计和制造时轻松考虑它们。
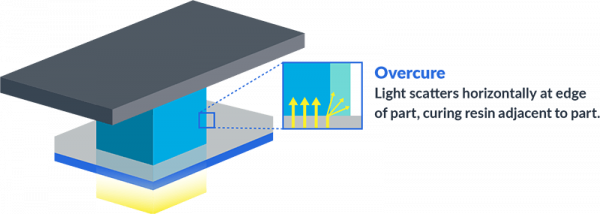
覆盖率(XY水平)
当紫外光源的光线扩散到遮罩边缘之外并使遮罩边界附近的材料硬化时,会发生过硬化,导致额外硬化0.01-0.05mm超出遮罩边界。散射主要是由树脂中的染料和填料引起的,因此校正因子因材质而异。过硬化度随着曝光时间的增加而增加,在基层中通常大于0.05毫米。
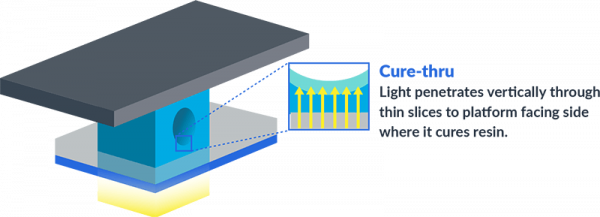
硬化(Z轴)
硬化是光机的紫外线穿透现有材料层并产生额外硬化的效果。这是实现逐层责任所必需的。硬化导致材料在Z轴上的过硬化。硬化深度取决于材料,高分辨率材料的硬化范围为0.02-0.05mm,一些透明材料的硬化程度高达1.0mm。
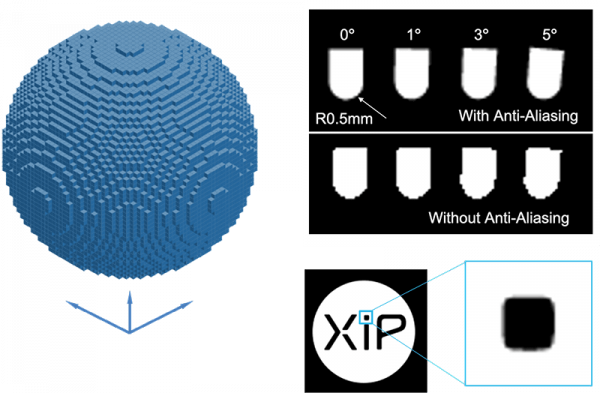
Voxylation
印刷模型表示为体素
XY 分辨率 = 面具的像素大小
Z 分辨率 = 层高
默认情况下,反锯齿应用于 XY 边缘
设计咨询
设计以建筑物为导向
使用表面纹理和有机形状
特征目标大小 > 5 体素。
处理此
与笛卡尔 Csys 正交对齐,或以大于 10° 的角度与任何轴对齐
降低层高以最大限度地减少层的形成或在Z中实现更高的分辨率。
设计指导方针
与注塑成型或其他3D打印方法类似,重要的是要注意产品的可制造性。这些设计指南可帮助您生产出最佳零件,并利用 XiP 和 NXE 系列的超快性能和 LSPc® 技术。
内容目录
1 墙体强度
2 悬挂和桥梁
3 弯曲的边缘
4 洞
5 贝壳和壳形几何
6 螺纹、插头和固定装置
7 文本,雕刻和雕刻的整合
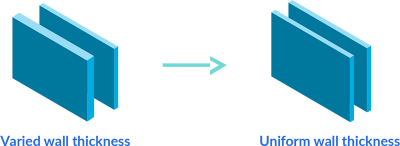
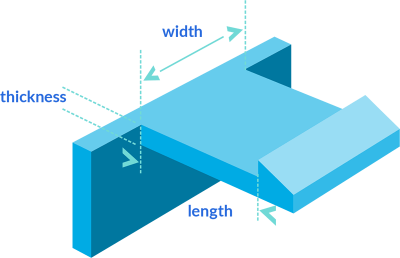
1、墙体强度
墙面
介于1-5毫米之间的墙壁可靠地形成,并能承受隔膜和支柱移除的力。厚度为0.3毫米的墙壁可以具有有限的跨度和垂直方向。
小于0.8毫米的墙壁在清洗时可能会被淹没,因此清洗时间有限。使用支撑触点时,壁厚应<0.5mm。
较厚的墙壁可能会阻止完全再固化,并可能在打印过程中变得过热,从而影响零件的质量。厚度大于 25 毫米的部件或墙壁可以以较低的速度打印,以控制温度和收
可能
墙壁自由
0.5毫米
MIN 墙体与边缘加强
0.3毫米
Rippen
为了在固化过程中保持形状,应在大面积的情况下实现25:1的纵横比。换句话说,一个1毫米厚的墙应该有所有25毫米的防水沟。肋的高度增加了有效壁厚,因此在50毫米的跨度上使用1毫米高的肋,在100毫米的跨度上使用3毫米高的肋。
建议
墙面
1-5 毫米,均匀,宽高比 8:1
肋骨距离
~25:1 纵横比(即 1mm 墙面)
建议每25毫米使用一根肋骨)
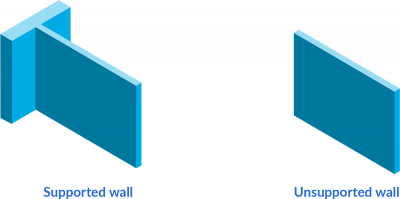
二、悬架与桥梁
横向超越
水平悬垂是模型中与建筑平台平行的任何部分。这些特征很常见,不建议在没有支撑的情况下打印。水平悬架大于2毫米应支撑。如果不支撑这些悬架,很可能会发生变形。
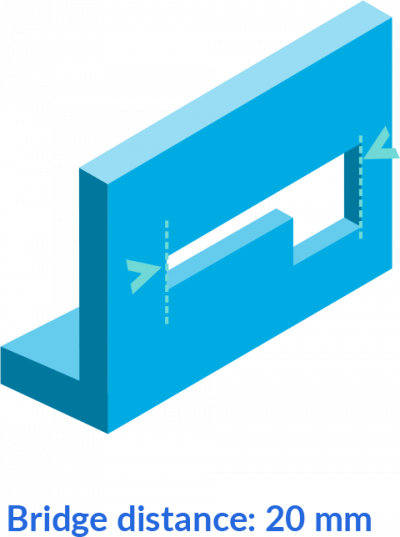
桥梁
在墙壁或支柱之间交叉的等距表面可以跨越双倍的距离,如悬挂。这也适用于支柱的冲击半径(对于水平表面,使用1.5毫米的冲击半径为0.1毫米)。高达20毫米的跨度是可打印的,同时失去可测量性。
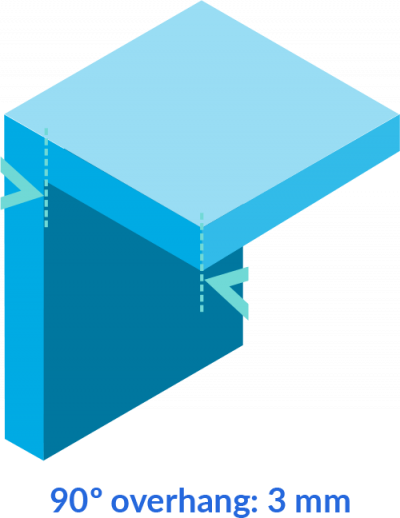
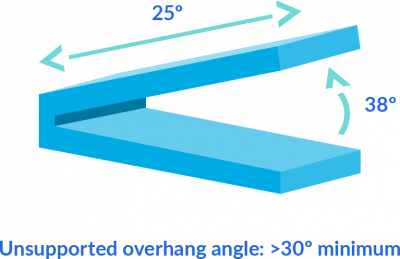
角落过度
倾斜的悬架是指向与建筑平台平行的不同方向延伸的悬架。对于这些悬架,需要至少30°的角度,以便它们可以自由构建。如果角度小于30°,则必须使用支柱,以确保设计按预期打印。否则,这些低角度存在去层/溶解的危险。
建议
可能
横向悬挂
<2 mm
高达 4 mm
横向扩展
<5 mm
<20 mm
横向扩展
>30 Deg
>5 deg
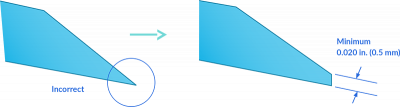
3. 皱眉的边缘
圆形边缘,也称为测量边缘,是向下回收至零的特征。
折叠的边缘应缩小到0.3毫米或更大,否则有可能在后处理过程中损坏和弯曲。振动抛光时,需要进一步消光。
建议
可能
僵化
>0.3 毫米
>0.15 毫米
振动极限应用的稳定性
>1.5 毫米
>1.0 毫米
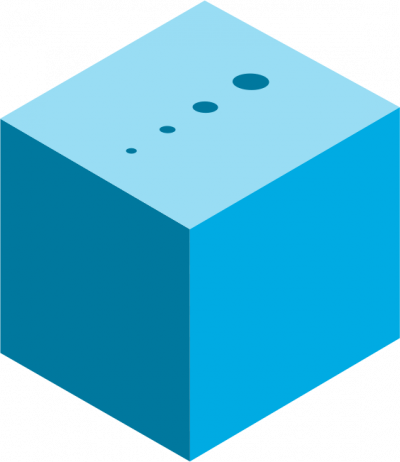
第四洞
最小孔径
直径小于1.0毫米的孔在打印过程中可能会因硬化而关闭。更大的孔可能需要清晰的树脂。较小的孔是可能的,如果他们垂直对齐。清理洞可能是一个挑战。避免粗孔和具有大纵横比的孔。为了从这些孔中去除未固化的树脂,可能需要使用压力喷嘴进行清洁。
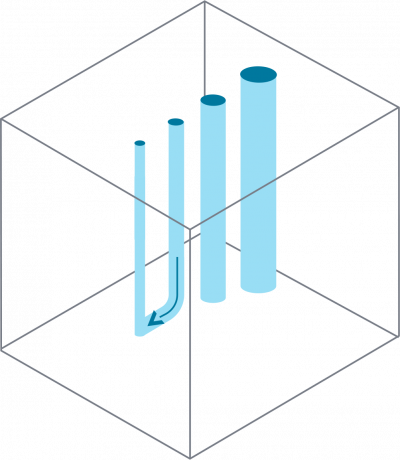
盲孔
在直径小于3毫米的孔中,尿布的深度受到限制,因为表面张力可以防止树脂流出。用压力喷射器清洗,z。B. 使用注射器, 允许更深的孔. 只要有可能, 添加排气孔在地面上的鹅口疮.
建议
可以用特殊洗衣机
垂直洞的大小
>0.8 毫米
>0.3 毫米
非垂直孔尺寸
>1 mm(不透明树脂)
>2 毫米(透明树脂)
>0.6 毫米
麻袋的深度
<3x Durchmesser
<8x Durchmesser
通道的长度
<8x Durchmesser
<25x Durchmesser
第五章 高和被压碎的几何学
封闭体积
排空孔是必需的,如果一个封闭的体积,如。B. 存在磨损的部分. 排水孔用于从模型的封闭腔中冲洗树脂。如果没有排气孔,未固化的树脂将被锁定在零件中,并可能导致零件损坏。使用至少两个直径为3毫米的孔,以允许清洁零件,或至少5毫米的直径,如果只有一个孔是可能的。最好将孔放置在角落附近,树脂和溶剂会自然流动。
创作
当一个壳形特征被打印出来时,当Z轴升高以分离时,树脂通过真空被拉向上,当轴返回到平台时,树脂被置于压力之下。为了避免缺陷,您应该在功能的底部安装排气孔。NexaX允许添加凹孔和适当的止损,以便在打印后修补孔。孔的大小应与封闭体积的大小相匹配 - 体积切片直径的10%通常就足够

超快3D打印 – LSPc 打印设计指南
【概要描述】 XiP和NXE系列3D打印机
导言
了解2023年最新的超快3D打印材料,哪种材料能够承受在气泡成型机中制造15,000个镜头所需的高温和压力?哪些树脂用于必须承受紫外线、温度变化和其他基本外部条件的生产部件?这种新的陶瓷材料是最快的3D打印材料,但它也可以承受最高的温度。
想知道几分钟内可以打印哪些其他类型的材料吗?看看指南。
本指南涉及:
2023年更新的材料
材料的特性和使用可能性
每种材料的认证测试规格
材料使用案例研究
LSPc® 技术
Nexa3D方法
Nexa3D专有的LSPc技术将光聚合物流式焦油与紫外线(UV)光一起转化为结构塑料。先进的膜技术与可扩展的4K LCD图像掩蔽相结合,为用户提供了高生产率的制造系统,使他们能够快速迭代产品概念,然后立即投入生产。
NexaX 智能软件优化了每一层,以实现最短的打印时间和始终如一的质量。在XiP和NXE系列3D打印机上打印的零件具有出色的表面光洁度,全密度和各向同性特性,这是其他增材制造平台无法实现的。
Nexa3D技术增强了世界各地的行业,包括定制消费品,牙科,工具制造,骨科,汽车制造,科学研究,电子,休闲,娱乐等。专业人士利用增材制造的众所周知的优势,结合NXE 400平台的功能材料和生产力,开发出能够彻底改变行业的产品。
超高速 Nexa3D
3D打印在从桌面到生产的创纪录时间内
数量
约4.8L
195 x 115 x 210mm (7.7 x 4.5 x 8.3 in)
技术
LSPC
Pixel 尺寸
52 μm (0.0020 in)
最大分辨率
4K (3840 x 2160)
27 部分打印时间*
43分钟
打印机指纹(XYZ)
420 x 350 x 530mm (16.5 x 14 x 21 in)
材料包装
1kg 铝制墨盒
* 适用于具有 200 微米层高和 x45 原型材质的 3 路连接文件。
后处理
适用于 XiP 和 NXE 系列 3D 打印机的自动清洗和固化
我们的3D打印后处理解决方案可确保使用商用3D打印机制造的零件的机械性能和可预测的性能一致。
关于XIP
XiP Wash + Cure 是一款 2 合 1 后处理站,可在紧凑的封装中提供最佳的自动后处理。只需使用IPA或xCLEAN将零件放入洗衣槽中,然后开始洗衣循环。然后取出洗衣槽并将其部分放在旋转台上,将LED手臂折叠下来,并将反射盖放在其上以进一步固化。
一般考虑
Thermal
在设计LSPc工艺时,请考虑整个工艺流程和物理限制。我们的许多设计准则类似于注塑,因为树脂经历了1-2%的相变和收缩,类似于热塑性塑料凝固成形状。然而,收缩是分层进行的,因此自由横截面的突然变化可能导致变形。我们将告诉您如何避免此问题。
厚截面的硬化也导致过热热量的增加,并且在XY平面上有一定的硬化。NexaX 2.0 软件可优化打印速度以控制温度。添加液体树脂的流动性有助于在构建过程中避免组件中的热梯度,并允许更高的速度。
筹备建设
构造的前几层是故意过硬的,以确保对构造板的应力,并且在XY方向上略微过大。这不应该是一个问题,因为通常只有支柱受到影响。如果您在没有支撑的情况下构建,请在基础表面的边缘添加1-2毫米长的相位。这使得挤出的特征保持可测量性,并且更容易从建筑板上移除。每一层都比前一层高出一定的百分比,因此如果水平孔没有被0.04毫米的平衡,则水平孔会略微偏斜。
后处理
从该部件中清除多余的树脂可能很难在粪便,空腔或微流体通道中使用,并且需要先进的清洁技术。此外,加热或燃烧会导致平板变形。在硬化过程中添加肋骨或限制部分。
后处理
光学强化与硬化
光聚合工艺(如LSPc)中使用的树脂并非完全不透明,因此光线穿透材料的薄区域并导致过硬化和/或硬化。在大多数情况下,这些效果不是问题,除非零件非常小,或者您尝试使用设计实现非常窄的公差。如果您了解这两种现象,您可以在设计和制造时轻松考虑它们。
覆盖率(XY水平)
当紫外光源的光线扩散到遮罩边缘之外并使遮罩边界附近的材料硬化时,会发生过硬化,导致额外硬化0.01-0.05mm超出遮罩边界。散射主要是由树脂中的染料和填料引起的,因此校正因子因材质而异。过硬化度随着曝光时间的增加而增加,在基层中通常大于0.05毫米。
硬化(Z轴)
硬化是光机的紫外线穿透现有材料层并产生额外硬化的效果。这是实现逐层责任所必需的。硬化导致材料在Z轴上的过硬化。硬化深度取决于材料,高分辨率材料的硬化范围为0.02-0.05mm,一些透明材料的硬化程度高达1.0mm。
Voxylation
印刷模型表示为体素
XY 分辨率 = 面具的像素大小
Z 分辨率 = 层高
默认情况下,反锯齿应用于 XY 边缘
设计咨询
设计以建筑物为导向
使用表面纹理和有机形状
特征目标大小 > 5 体素。
处理此
与笛卡尔 Csys 正交对齐,或以大于 10° 的角度与任何轴对齐
降低层高以最大限度地减少层的形成或在Z中实现更高的分辨率。
设计指导方针
与注塑成型或其他3D打印方法类似,重要的是要注意产品的可制造性。这些设计指南可帮助您生产出最佳零件,并利用 XiP 和 NXE 系列的超快性能和 LSPc® 技术。
内容目录
1 墙体强度
2 悬挂和桥梁
3 弯曲的边缘
4 洞
5 贝壳和壳形几何
6 螺纹、插头和固定装置
7 文本,雕刻和雕刻的整合
1、墙体强度
墙面
介于1-5毫米之间的墙壁可靠地形成,并能承受隔膜和支柱移除的力。厚度为0.3毫米的墙壁可以具有有限的跨度和垂直方向。
小于0.8毫米的墙壁在清洗时可能会被淹没,因此清洗时间有限。使用支撑触点时,壁厚应<0.5mm。
较厚的墙壁可能会阻止完全再固化,并可能在打印过程中变得过热,从而影响零件的质量。厚度大于 25 毫米的部件或墙壁可以以较低的速度打印,以控制温度和收
可能
墙壁自由
0.5毫米
MIN 墙体与边缘加强
0.3毫米
Rippen
为了在固化过程中保持形状,应在大面积的情况下实现25:1的纵横比。换句话说,一个1毫米厚的墙应该有所有25毫米的防水沟。肋的高度增加了有效壁厚,因此在50毫米的跨度上使用1毫米高的肋,在100毫米的跨度上使用3毫米高的肋。
建议
墙面
1-5 毫米,均匀,宽高比 8:1
肋骨距离
~25:1 纵横比(即 1mm 墙面)
建议每25毫米使用一根肋骨)
二、悬架与桥梁
横向超越
水平悬垂是模型中与建筑平台平行的任何部分。这些特征很常见,不建议在没有支撑的情况下打印。水平悬架大于2毫米应支撑。如果不支撑这些悬架,很可能会发生变形。
桥梁
在墙壁或支柱之间交叉的等距表面可以跨越双倍的距离,如悬挂。这也适用于支柱的冲击半径(对于水平表面,使用1.5毫米的冲击半径为0.1毫米)。高达20毫米的跨度是可打印的,同时失去可测量性。
角落过度
倾斜的悬架是指向与建筑平台平行的不同方向延伸的悬架。对于这些悬架,需要至少30°的角度,以便它们可以自由构建。如果角度小于30°,则必须使用支柱,以确保设计按预期打印。否则,这些低角度存在去层/溶解的危险。
建议
可能
横向悬挂
<2 mm
高达 4 mm
横向扩展
<5 mm
<20 mm
横向扩展
>30 Deg
>5 deg
3. 皱眉的边缘
圆形边缘,也称为测量边缘,是向下回收至零的特征。
折叠的边缘应缩小到0.3毫米或更大,否则有可能在后处理过程中损坏和弯曲。振动抛光时,需要进一步消光。
建议
可能
僵化
>0.3 毫米
>0.15 毫米
振动极限应用的稳定性
>1.5 毫米
>1.0 毫米
第四洞
最小孔径
直径小于1.0毫米的孔在打印过程中可能会因硬化而关闭。更大的孔可能需要清晰的树脂。较小的孔是可能的,如果他们垂直对齐。清理洞可能是一个挑战。避免粗孔和具有大纵横比的孔。为了从这些孔中去除未固化的树脂,可能需要使用压力喷嘴进行清洁。
盲孔
在直径小于3毫米的孔中,尿布的深度受到限制,因为表面张力可以防止树脂流出。用压力喷射器清洗,z。B. 使用注射器, 允许更深的孔. 只要有可能, 添加排气孔在地面上的鹅口疮.
建议
可以用特殊洗衣机
垂直洞的大小
>0.8 毫米
>0.3 毫米
非垂直孔尺寸
>1 mm(不透明树脂)
>2 毫米(透明树脂)
>0.6 毫米
麻袋的深度
<3x Durchmesser
<8x Durchmesser
通道的长度
<8x Durchmesser
<25x Durchmesser
第五章 高和被压碎的几何学
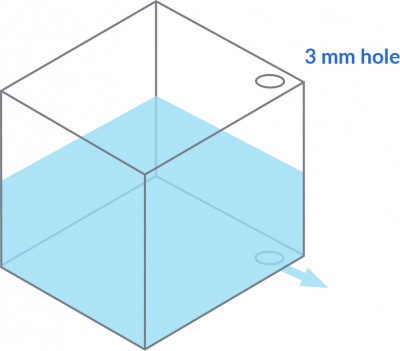
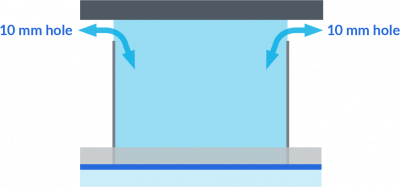
封闭体积
排空孔是必需的,如果一个封闭的体积,如。B. 存在磨损的部分. 排水孔用于从模型的封闭腔中冲洗树脂。如果没有排气孔,未固化的树脂将被锁定在零件中,并可能导致零件损坏。使用至少两个直径为3毫米的孔,以允许清洁零件,或至少5毫米的直径,如果只有一个孔是可能的。最好将孔放置在角落附近,树脂和溶剂会自然流动。
创作
当一个壳形特征被打印出来时,当Z轴升高以分离时,树脂通过真空被拉向上,当轴返回到平台时,树脂被置于压力之下。为了避免缺陷,您应该在功能的底部安装排气孔。NexaX允许添加凹孔和适当的止损,以便在打印后修补孔。孔的大小应与封闭体积的大小相匹配 - 体积切片直径的10%通常就足够
- 分类: 教育训练
- 发布时间:2024-03-12 10:43
- 访问量:
XiP和NXE系列3D打印机
导言
了解2023年最新的超快3D打印材料,哪种材料能够承受在气泡成型机中制造15,000个镜头所需的高温和压力?哪些树脂用于必须承受紫外线、温度变化和其他基本外部条件的生产部件?这种新的陶瓷材料是最快的3D打印材料,但它也可以承受最高的温度。
想知道几分钟内可以打印哪些其他类型的材料吗?看看指南。
本指南涉及:
- 2023年更新的材料
- 材料的特性和使用可能性
- 每种材料的认证测试规格
- 材料使用案例研究

LSPc® 技术
Nexa3D方法
Nexa3D专有的LSPc技术将光聚合物流式焦油与紫外线(UV)光一起转化为结构塑料。先进的膜技术与可扩展的4K LCD图像掩蔽相结合,为用户提供了高生产率的制造系统,使他们能够快速迭代产品概念,然后立即投入生产。
NexaX 智能软件优化了每一层,以实现最短的打印时间和始终如一的质量。在XiP和NXE系列3D打印机上打印的零件具有出色的表面光洁度,全密度和各向同性特性,这是其他增材制造平台无法实现的。
Nexa3D技术增强了世界各地的行业,包括定制消费品,牙科,工具制造,骨科,汽车制造,科学研究,电子,休闲,娱乐等。专业人士利用增材制造的众所周知的优势,结合NXE 400平台的功能材料和生产力,开发出能够彻底改变行业的产品。
超高速 Nexa3D
3D打印在从桌面到生产的创纪录时间内

|
数量 |
约4.8L |
|
技术 |
LSPC |
|
Pixel 尺寸 |
52 μm (0.0020 in) |
|
最大分辨率 |
4K (3840 x 2160) |
|
27 部分打印时间* |
43分钟 |
|
打印机指纹(XYZ) |
420 x 350 x 530mm (16.5 x 14 x 21 in) |
|
材料包装 |
1kg 铝制墨盒 |
* 适用于具有 200 微米层高和 x45 原型材质的 3 路连接文件。
后处理
适用于 XiP 和 NXE 系列 3D 打印机的自动清洗和固化
我们的3D打印后处理解决方案可确保使用商用3D打印机制造的零件的机械性能和可预测的性能一致。
关于XIP
XiP Wash + Cure 是一款 2 合 1 后处理站,可在紧凑的封装中提供最佳的自动后处理。只需使用IPA或xCLEAN将零件放入洗衣槽中,然后开始洗衣循环。然后取出洗衣槽并将其部分放在旋转台上,将LED手臂折叠下来,并将反射盖放在其上以进一步固化。

一般考虑
Thermal
在设计LSPc工艺时,请考虑整个工艺流程和物理限制。我们的许多设计准则类似于注塑,因为树脂经历了1-2%的相变和收缩,类似于热塑性塑料凝固成形状。然而,收缩是分层进行的,因此自由横截面的突然变化可能导致变形。我们将告诉您如何避免此问题。
厚截面的硬化也导致过热热量的增加,并且在XY平面上有一定的硬化。NexaX 2.0 软件可优化打印速度以控制温度。添加液体树脂的流动性有助于在构建过程中避免组件中的热梯度,并允许更高的速度。
筹备建设
构造的前几层是故意过硬的,以确保对构造板的应力,并且在XY方向上略微过大。这不应该是一个问题,因为通常只有支柱受到影响。如果您在没有支撑的情况下构建,请在基础表面的边缘添加1-2毫米长的相位。这使得挤出的特征保持可测量性,并且更容易从建筑板上移除。每一层都比前一层高出一定的百分比,因此如果水平孔没有被0.04毫米的平衡,则水平孔会略微偏斜。
后处理
从该部件中清除多余的树脂可能很难在粪便,空腔或微流体通道中使用,并且需要先进的清洁技术。此外,加热或燃烧会导致平板变形。在硬化过程中添加肋骨或限制部分。
后处理
光学强化与硬化
光聚合工艺(如LSPc)中使用的树脂并非完全不透明,因此光线穿透材料的薄区域并导致过硬化和/或硬化。在大多数情况下,这些效果不是问题,除非零件非常小,或者您尝试使用设计实现非常窄的公差。如果您了解这两种现象,您可以在设计和制造时轻松考虑它们。
覆盖率(XY水平)
当紫外光源的光线扩散到遮罩边缘之外并使遮罩边界附近的材料硬化时,会发生过硬化,导致额外硬化0.01-0.05mm超出遮罩边界。散射主要是由树脂中的染料和填料引起的,因此校正因子因材质而异。过硬化度随着曝光时间的增加而增加,在基层中通常大于0.05毫米。
硬化(Z轴)
硬化是光机的紫外线穿透现有材料层并产生额外硬化的效果。这是实现逐层责任所必需的。硬化导致材料在Z轴上的过硬化。硬化深度取决于材料,高分辨率材料的硬化范围为0.02-0.05mm,一些透明材料的硬化程度高达1.0mm。
Voxylation
印刷模型表示为体素
- XY 分辨率 = 面具的像素大小
- Z 分辨率 = 层高
- 默认情况下,反锯齿应用于 XY 边缘
设计咨询
- 设计以建筑物为导向
- 使用表面纹理和有机形状
- 特征目标大小 > 5 体素。
处理此
- 与笛卡尔 Csys 正交对齐,或以大于 10° 的角度与任何轴对齐
- 降低层高以最大限度地减少层的形成或在Z中实现更高的分辨率。
设计指导方针
与注塑成型或其他3D打印方法类似,重要的是要注意产品的可制造性。这些设计指南可帮助您生产出最佳零件,并利用 XiP 和 NXE 系列的超快性能和 LSPc® 技术。
内容目录
1 墙体强度
2 悬挂和桥梁
3 弯曲的边缘
4 洞
5 贝壳和壳形几何
6 螺纹、插头和固定装置
7 文本,雕刻和雕刻的整合
1、墙体强度
墙面
介于1-5毫米之间的墙壁可靠地形成,并能承受隔膜和支柱移除的力。厚度为0.3毫米的墙壁可以具有有限的跨度和垂直方向。
小于0.8毫米的墙壁在清洗时可能会被淹没,因此清洗时间有限。使用支撑触点时,壁厚应<0.5mm。
较厚的墙壁可能会阻止完全再固化,并可能在打印过程中变得过热,从而影响零件的质量。厚度大于 25 毫米的部件或墙壁可以以较低的速度打印,以控制温度和收
|
|
可能 |
|
墙壁自由 |
0.5毫米 |
|
MIN 墙体与边缘加强 |
0.3毫米 |
Rippen
为了在固化过程中保持形状,应在大面积的情况下实现25:1的纵横比。换句话说,一个1毫米厚的墙应该有所有25毫米的防水沟。肋的高度增加了有效壁厚,因此在50毫米的跨度上使用1毫米高的肋,在100毫米的跨度上使用3毫米高的肋。
|
|
建议 |
|
墙面 |
1-5 毫米,均匀,宽高比 8:1 |
|
肋骨距离 |
~25:1 纵横比(即 1mm 墙面) |
二、悬架与桥梁
横向超越
水平悬垂是模型中与建筑平台平行的任何部分。这些特征很常见,不建议在没有支撑的情况下打印。水平悬架大于2毫米应支撑。如果不支撑这些悬架,很可能会发生变形。
桥梁
在墙壁或支柱之间交叉的等距表面可以跨越双倍的距离,如悬挂。这也适用于支柱的冲击半径(对于水平表面,使用1.5毫米的冲击半径为0.1毫米)。高达20毫米的跨度是可打印的,同时失去可测量性。
角落过度
倾斜的悬架是指向与建筑平台平行的不同方向延伸的悬架。对于这些悬架,需要至少30°的角度,以便它们可以自由构建。如果角度小于30°,则必须使用支柱,以确保设计按预期打印。否则,这些低角度存在去层/溶解的危险。
|
|
建议 |
可能 |
|
横向悬挂 |
<2 mm |
高达 4 mm |
|
横向扩展 |
<5 mm |
<20 mm |
|
横向扩展 |
>30 Deg |
>5 deg |
3. 皱眉的边缘
圆形边缘,也称为测量边缘,是向下回收至零的特征。
折叠的边缘应缩小到0.3毫米或更大,否则有可能在后处理过程中损坏和弯曲。振动抛光时,需要进一步消光。
|
|
建议 |
可能 |
|
僵化 |
>0.3 毫米 |
>0.15 毫米 |
|
振动极限应用的稳定性 |
>1.5 毫米 |
>1.0 毫米 |
第四洞
最小孔径
直径小于1.0毫米的孔在打印过程中可能会因硬化而关闭。更大的孔可能需要清晰的树脂。较小的孔是可能的,如果他们垂直对齐。清理洞可能是一个挑战。避免粗孔和具有大纵横比的孔。为了从这些孔中去除未固化的树脂,可能需要使用压力喷嘴进行清洁。
盲孔
在直径小于3毫米的孔中,尿布的深度受到限制,因为表面张力可以防止树脂流出。用压力喷射器清洗,z。B. 使用注射器, 允许更深的孔. 只要有可能, 添加排气孔在地面上的鹅口疮.
|
|
建议 |
可以用特殊洗衣机 |
|
垂直洞的大小 |
>0.8 毫米 |
>0.3 毫米 |
|
非垂直孔尺寸 |
>1 mm(不透明树脂) |
>0.6 毫米 |
|
麻袋的深度 |
<3x Durchmesser |
<8x Durchmesser |
|
通道的长度 |
<8x Durchmesser |
<25x Durchmesser |
第五章 高和被压碎的几何学
封闭体积
排空孔是必需的,如果一个封闭的体积,如。B. 存在磨损的部分. 排水孔用于从模型的封闭腔中冲洗树脂。如果没有排气孔,未固化的树脂将被锁定在零件中,并可能导致零件损坏。使用至少两个直径为3毫米的孔,以允许清洁零件,或至少5毫米的直径,如果只有一个孔是可能的。最好将孔放置在角落附近,树脂和溶剂会自然流动。
创作
当一个壳形特征被打印出来时,当Z轴升高以分离时,树脂通过真空被拉向上,当轴返回到平台时,树脂被置于压力之下。为了避免缺陷,您应该在功能的底部安装排气孔。NexaX允许添加凹孔和适当的止损,以便在打印后修补孔。孔的大小应与封闭体积的大小相匹配 - 体积切片直径的10%通常就足够了。
6.螺纹,插入和固定
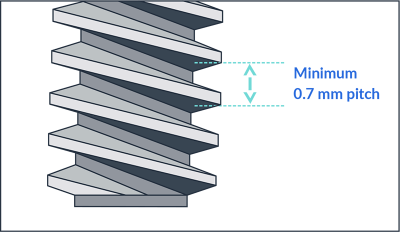
螺纹
由塑料制成的大型螺纹形状,如B. 在瓶塞的情况下,LSPc技术没有问题;螺纹应打印在与平台大致垂直的轴上,以避免支撑物出现缺陷。
用于金属紧固件的机器螺纹可以工作到M4或美国系列No.8,但硬化可能会影响螺纹形状并导致摩擦。硬化后尽可能用螺纹钻头或切割线切割机械螺纹形状。这些螺纹不适合重复安装。
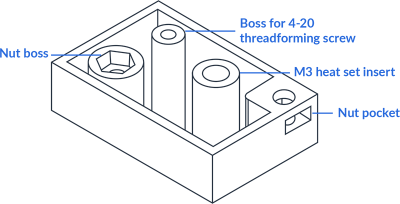
用金属螺栓和螺钉固定
使用机器螺栓和螺钉固定时,建议使用金属夹具,如六角螺母,热固性夹具或间隙夹具,以避免过度使用塑料。热固性夹具最好在凝固前安装。如果使用螺纹螺钉将其拧入热塑性塑料中,请选择硬质材料,如xABS或xPP,否则螺钉可能会破坏螺栓。
按钮
紧固件应针对所使用的材料进行设计。夹具长度、厚度和过厚度应使应变保持在材料极限值的 50% 以下。材料等级xPP的拉伸率约为85%,非常适合于为成型聚酰胺设计的粘接接头。
|
专栏 1 |
专栏 2 |
专栏 3 |
|
Column 1 值 |
Column 2 值 |
Column 3 值 |
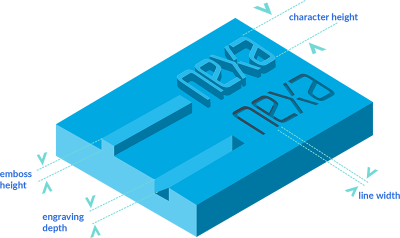
7.整合文本,雕刻和雕刻
文本和其他表面特征可能嵌入或嵌入到主零件表面。对于大多数无衬线字体,典型的文本高度应高于4毫米,并使用嵌入式高度或密封深度等于字符的线宽以获得最佳可读性。
Avoid calligraphic or serif fonts for small text,因为它们通常包含带有窄线宽度的元素。
如果在下部皮肤表面上使用加粗的文字(使构建板面朝上),保持在建议的尺寸范围内,并使用圆形或斜边。冰岛(如字母O的中心)需要支持或应该填写。
|
|
建议 |
可能 |
|
标志高度 |
>4 毫米 |
>2.5 毫米 |
|
深度/深度 |
>0.5 mm,或等于线条宽度 |
>0.25 毫米 |
|
线宽 |
>0.4 毫米 |
>0.25 毫米 |
档案和印刷准备
完成设计后,重要的是要准备文件和构建,以便您可以获得最佳的生产速度和部件质量。
内容目录
1 指导与支持
2 档案准备
3 定向和支撑生产
4 对齐、零件间距和圆盘均匀性
5 方向 – 管理高纵横比
6 精细的特点和楼梯
1. 指导与支持
当您从平台上抬起支架支座上的零件时,您将避免由于基层的过硬化而导致的收缩,并将零件与刚性构件板分离,从而实现可预测的收缩,而无需局部张力。
确保在所有局部最小点,包括大于层高度的文本或纹理特征上有支撑。
如果您支援较大的、扁平的或水平的表面,请使用较高的支援密度、较小的储存格大小和较小的影响范围。
支持 30-60° 区域时,可以使用默认设置。一般来说,密度可以降低(影响半径增加),当支撑表面的角度增加。
将轴承放在可以轻松移除和磨损的表面上。
避免在固定表面或检查点上加载。
NexaX 让您可以自由地完全配置轴承参数并编辑每个接触点的位置和大小。如果您不确定哪种部署策略最适合您的组件,则可以在单个构建中查看多个配置以对其进行测试。
 源文摘自:mexa3d
源文摘自:mexa3d
扫二维码用手机看
最新消息

 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号