



如何打印一个完整的金属件.
 发布时间:2023/08/09
发布时间:2023/08/09
- 访问量:
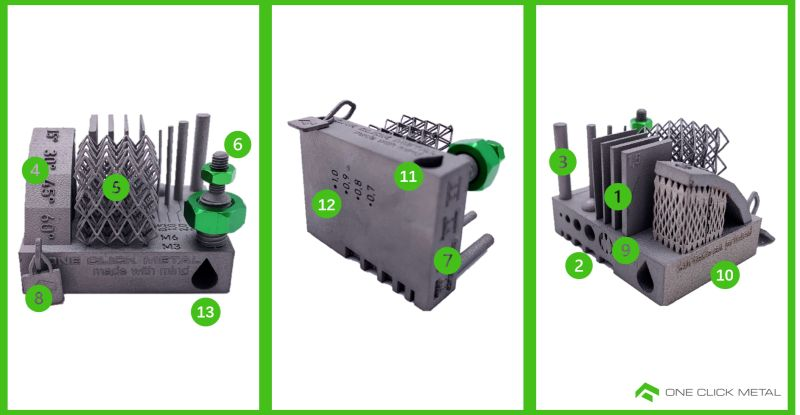
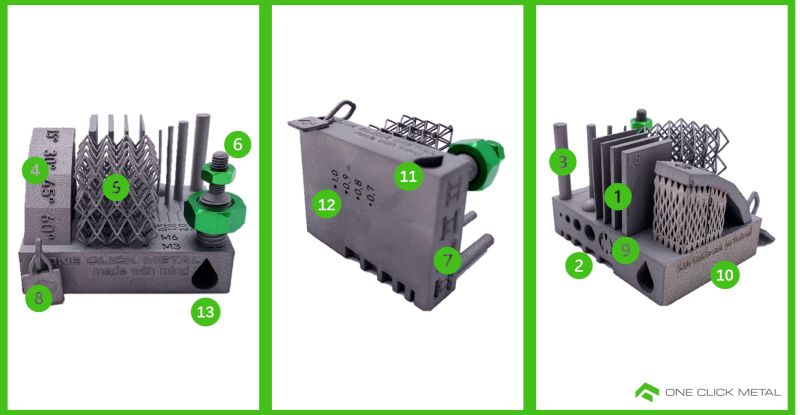
【概要描述】 对于一个复杂的金属件来说打印是比较难的。因为他有不同的结构。不同的要求。我们以这个基准测试组件为例。与大家一同学习一下如何打印。我们把它分成不同的区域。代表了不同的工艺要求。让大家更好的了解打印时注意的小细节。
让我们从基准测试组件的特性1开始
如果您是设计和打印操作者,您知道怎么放置打印多薄的墙壁的方向规则,合理的摆放的位置。合理的支撑。对打印成功的结果很关键。打印具有不同厚度的四面墙,并且小于0.3mm,对打印结果的影响比较大。薄的地方密度将减小,将需要增加外部支撑来增加工件的稳定。
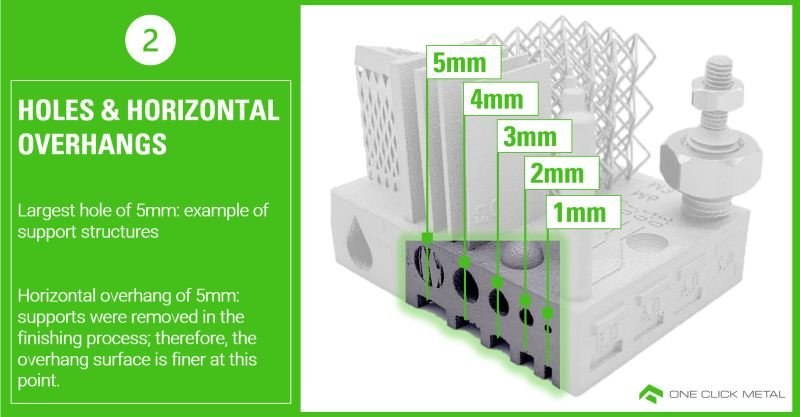
这为大家展示的第二个特征。我们打印了从1毫米到5毫米,还在其中一个孔中留下了一些支撑结构,以向那些还没有见过任何支撑结构的人展示。有了支撑。圆孔内部整体就会更加圆顺。整体变形也会更小
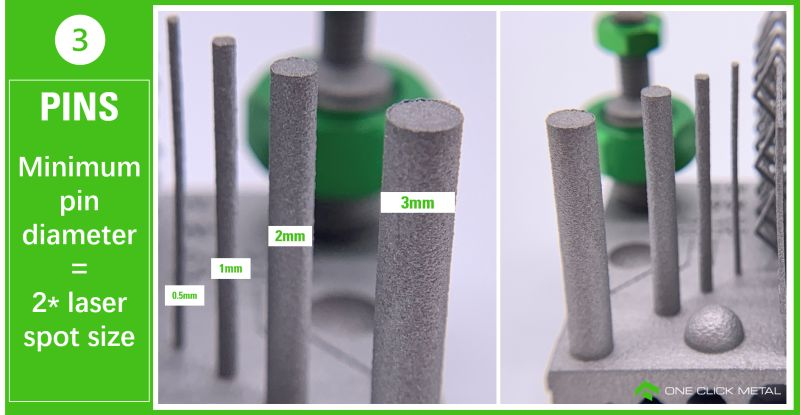
当打印打这个工件以打印的最小圆柱时,我们的直径是0.5毫米。是不需要支撑的。
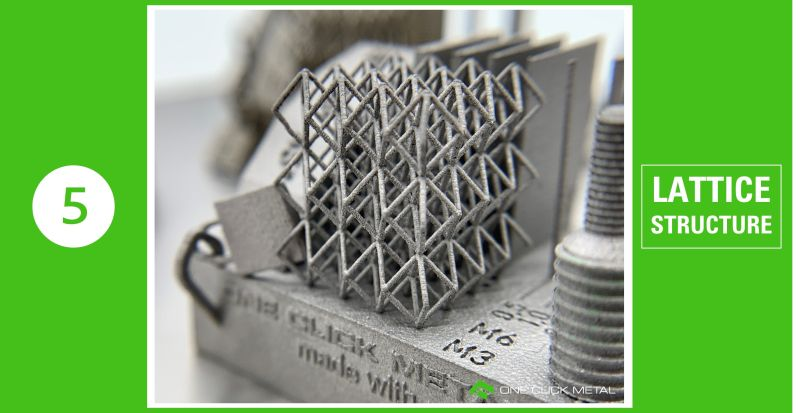
那它最小的打印直径是多少?。现在,我们还告诉你,打印更小的直径下降到0.35毫米,你会发现有晶格的支撑结构。就是下面我们的基准测试功能5的外观的样子。
第6个功能特征就是直接可以打印螺纹。而不需要用其它的设备进行螺纹的制作。
现在到了我们的第七个特征——压花。
下面你可以看到四个不同程度的压花,从0.2毫米到0.8毫米。
在设计零件和使用压花时,请记住:压花越强,悬伸越关键。(就是设定内部支撑)
我们看到第8个功能,这是一个特别令人兴奋的功能。我们可以打印会活动的工件。
这个锁和锁支架一起打印完成。支架拆除后,机芯即被释放。锁可以正常的开合。节省了2次单独打印锁的时间。
我们的基准特性9是尺寸精度。
组件长度为40mm,偏差小于0.1 mm。
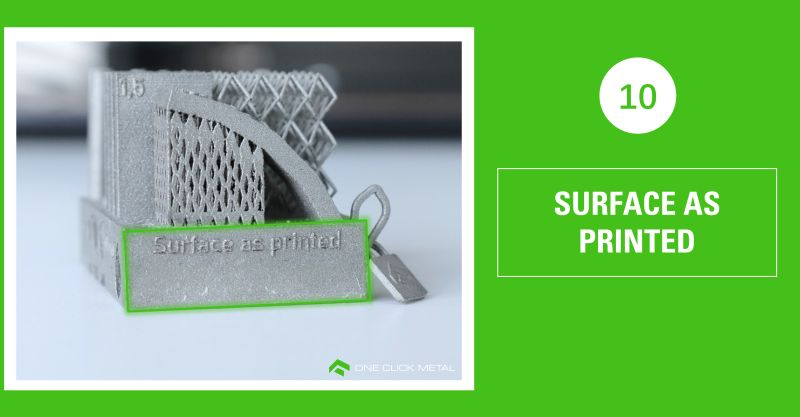
接下来看看我们的第10个基准特性
我们把这个面标记为表面印刷。该区域的表面光洁度比部件的其余部分粗糙,以证明直接从打印机打印的不同形状类似工业用咬花工艺的花纹。节约了后期表面工艺处理的时间。
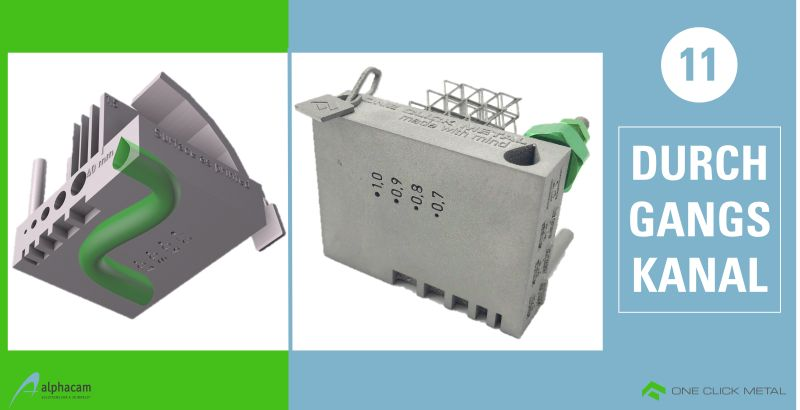
你能想象在一个固体金属部件中有一个内部通道完全穿过整个部件吗?这就是我们第11个特征。可以打印冷区水路。是蜿蜒曲折的水路。当然了可以打印多条相通的冷却水路。
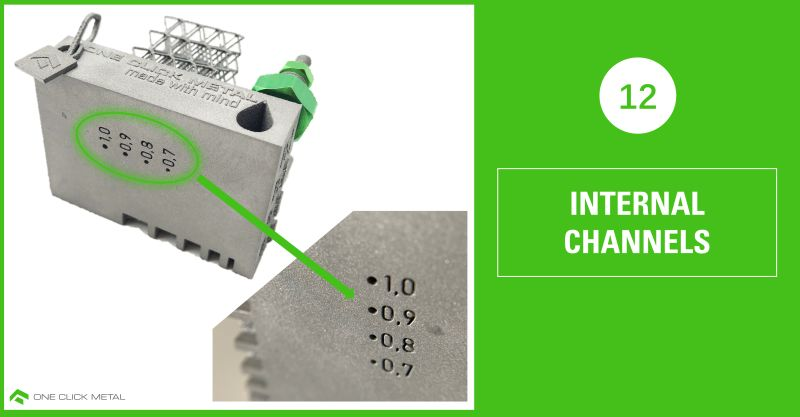
第12个特征。
可以打印从0.7mm到1mm的内部通道完全穿过组件。类似我们工业用放电气孔机打印的小孔。
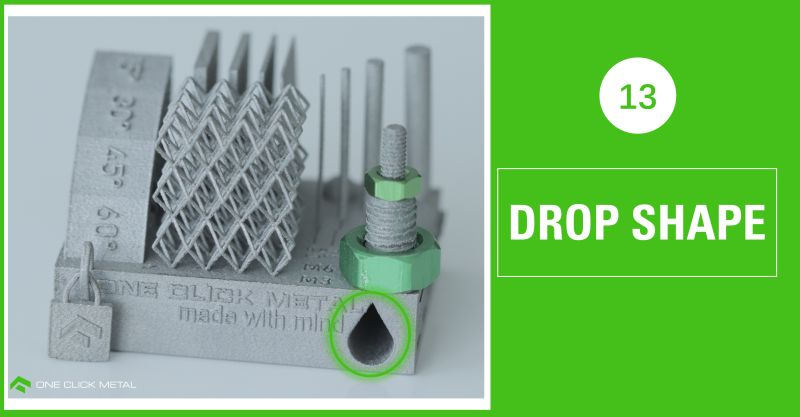
在12个不同的特征之后,我们来到今天的最后一个特征:第13个特征——液滴形状。
水滴形的孔是自支撑的。这意味着不需要支撑结构。
在此期间,让我们告诉您一些技术规格:
最大载荷构建板:9个部件
打印时间/部分:4.4小时
组件密度:>99.5%
层厚度:20m
层数:1501
材质:不锈钢316L
材料消耗/part:0.12公斤
表面:Ra <11µm
由上面的案例步骤可以看出3D打印相比于传统工艺:极大降低加工量,提高原料利用率;可以获得非常复杂的形状;可以在打印过程中有计划的控制零部件不同部位的性能。

如何打印一个完整的金属件.
【概要描述】 对于一个复杂的金属件来说打印是比较难的。因为他有不同的结构。不同的要求。我们以这个基准测试组件为例。与大家一同学习一下如何打印。我们把它分成不同的区域。代表了不同的工艺要求。让大家更好的了解打印时注意的小细节。
让我们从基准测试组件的特性1开始
如果您是设计和打印操作者,您知道怎么放置打印多薄的墙壁的方向规则,合理的摆放的位置。合理的支撑。对打印成功的结果很关键。打印具有不同厚度的四面墙,并且小于0.3mm,对打印结果的影响比较大。薄的地方密度将减小,将需要增加外部支撑来增加工件的稳定。
这为大家展示的第二个特征。我们打印了从1毫米到5毫米,还在其中一个孔中留下了一些支撑结构,以向那些还没有见过任何支撑结构的人展示。有了支撑。圆孔内部整体就会更加圆顺。整体变形也会更小
当打印打这个工件以打印的最小圆柱时,我们的直径是0.5毫米。是不需要支撑的。
那它最小的打印直径是多少?。现在,我们还告诉你,打印更小的直径下降到0.35毫米,你会发现有晶格的支撑结构。就是下面我们的基准测试功能5的外观的样子。
第6个功能特征就是直接可以打印螺纹。而不需要用其它的设备进行螺纹的制作。
现在到了我们的第七个特征——压花。
下面你可以看到四个不同程度的压花,从0.2毫米到0.8毫米。
在设计零件和使用压花时,请记住:压花越强,悬伸越关键。(就是设定内部支撑)
我们看到第8个功能,这是一个特别令人兴奋的功能。我们可以打印会活动的工件。
这个锁和锁支架一起打印完成。支架拆除后,机芯即被释放。锁可以正常的开合。节省了2次单独打印锁的时间。
我们的基准特性9是尺寸精度。
组件长度为40mm,偏差小于0.1 mm。
接下来看看我们的第10个基准特性
我们把这个面标记为表面印刷。该区域的表面光洁度比部件的其余部分粗糙,以证明直接从打印机打印的不同形状类似工业用咬花工艺的花纹。节约了后期表面工艺处理的时间。
你能想象在一个固体金属部件中有一个内部通道完全穿过整个部件吗?这就是我们第11个特征。可以打印冷区水路。是蜿蜒曲折的水路。当然了可以打印多条相通的冷却水路。
第12个特征。
可以打印从0.7mm到1mm的内部通道完全穿过组件。类似我们工业用放电气孔机打印的小孔。
在12个不同的特征之后,我们来到今天的最后一个特征:第13个特征——液滴形状。
水滴形的孔是自支撑的。这意味着不需要支撑结构。
在此期间,让我们告诉您一些技术规格:
最大载荷构建板:9个部件
打印时间/部分:4.4小时
组件密度:>99.5%
层厚度:20m
层数:1501
材质:不锈钢316L
材料消耗/part:0.12公斤
表面:Ra <11µm
由上面的案例步骤可以看出3D打印相比于传统工艺:极大降低加工量,提高原料利用率;可以获得非常复杂的形状;可以在打印过程中有计划的控制零部件不同部位的性能。
- 分类: 教育训练
- 发布时间:2023-08-09 09:14
- 访问量:
对于一个复杂的金属件来说打印是比较难的。因为他有不同的结构。不同的要求。我们以这个基准测试组件为例。与大家一同学习一下如何打印。我们把它分成不同的区域。代表了不同的工艺要求。让大家更好的了解打印时注意的小细节。
让我们从基准测试组件的特性1开始
如果您是设计和打印操作者,您知道怎么放置打印多薄的墙壁的方向规则,合理的摆放的位置。合理的支撑。对打印成功的结果很关键。打印具有不同厚度的四面墙,并且小于0.3mm,对打印结果的影响比较大。薄的地方密度将减小,将需要增加外部支撑来增加工件的稳定。

这为大家展示的第二个特征。我们打印了从1毫米到5毫米,还在其中一个孔中留下了一些支撑结构,以向那些还没有见过任何支撑结构的人展示。有了支撑。圆孔内部整体就会更加圆顺。整体变形也会更小
当打印打这个工件以打印的最小圆柱时,我们的直径是0.5毫米。是不需要支撑的。
那它最小的打印直径是多少?。现在,我们还告诉你,打印更小的直径下降到0.35毫米,你会发现有晶格的支撑结构。就是下面我们的基准测试功能5的外观的样子。
第6个功能特征就是直接可以打印螺纹。而不需要用其它的设备进行螺纹的制作。

现在到了我们的第七个特征——压花。
下面你可以看到四个不同程度的压花,从0.2毫米到0.8毫米。
在设计零件和使用压花时,请记住:压花越强,悬伸越关键。(就是设定内部支撑)

我们看到第8个功能,这是一个特别令人兴奋的功能。我们可以打印会活动的工件。
这个锁和锁支架一起打印完成。支架拆除后,机芯即被释放。锁可以正常的开合。节省了2次单独打印锁的时间。

我们的基准特性9是尺寸精度。
组件长度为40mm,偏差小于0.1 mm。

接下来看看我们的第10个基准特性
我们把这个面标记为表面印刷。该区域的表面光洁度比部件的其余部分粗糙,以证明直接从打印机打印的不同形状类似工业用咬花工艺的花纹。节约了后期表面工艺处理的时间。
你能想象在一个固体金属部件中有一个内部通道完全穿过整个部件吗?这就是我们第11个特征。可以打印冷区水路。是蜿蜒曲折的水路。当然了可以打印多条相通的冷却水路。
第12个特征。
可以打印从0.7mm到1mm的内部通道完全穿过组件。类似我们工业用放电气孔机打印的小孔。
在12个不同的特征之后,我们来到今天的最后一个特征:第13个特征——液滴形状。
水滴形的孔是自支撑的。这意味着不需要支撑结构。
在此期间,让我们告诉您一些技术规格:
最大载荷构建板:9个部件
打印时间/部分:4.4小时
组件密度:>99.5%
层厚度:20m
层数:1501
材质:不锈钢316L
材料消耗/part:0.12公斤
表面:Ra <11µm
由上面的案例步骤可以看出3D打印相比于传统工艺:极大降低加工量,提高原料利用率;可以获得非常复杂的形状;可以在打印过程中有计划的控制零部件不同部位的性能。
扫二维码用手机看
最新消息

 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号