




3D打印与传统CNC、注塑和金属注射成型之间的工艺差异
 发布时间:2023/08/04
发布时间:2023/08/04
- 访问量:
【概要描述】 分析比较:3D打印与传统CNC、注塑和金属注射成型之间的工艺差异
3D打印最初是作为快速成型的一种方法而创建的,它也被称为增材制造,现在已经发展成为真正的制造过程。3D打印机使工程师和公司能够同时生产原型产品和最终用途产品,与传统的制造工艺相比,它具有显著的优势。这些优势包括实现大规模定制、增加设计自由度、允许减少装配,并且可以作为一个经济高效的小批量生产过程。
本文概述了3D打印技术与当前成熟的传统CNC、注塑和金属注射成型工艺之间的差异。
CNC机加工和3D打印的对比
材料上的差异
3D打印的材料主要有液态树脂(SLA)、尼龙粉末(SLS)、金属粉末(SLM)、线材(FDM)等。液态树脂、尼龙粉末和金属粉末占据了工业3D打印的绝大部分市场。
而CNC机加工用的材料全部都是一块一块的板材,通过测量出零部件的长宽高+耗损,再去切割对应大小的板材用于加工。CNC机加工材料选择比3D打印多,一般的五金类和塑料类板材都能进行CNC机加工,而且成型部件致密度要比3D打印好。
因成型原理导致的零件差异
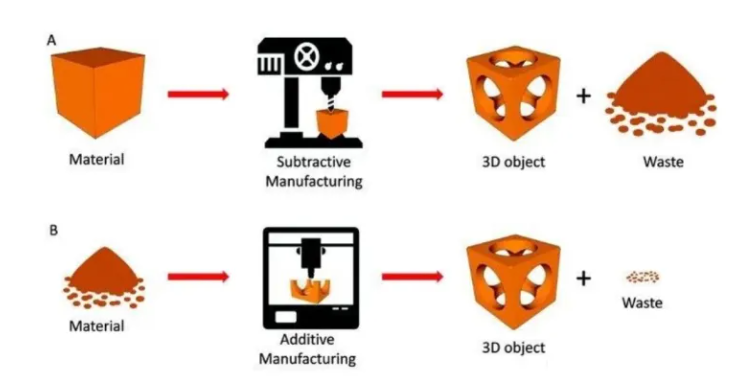
3D打印是把模型切割成N个层/N个多点,然后按照顺序一层一层/一点一点堆积起来,就像搭积木一样。因此3D打印能有效地加工出结构复杂的零件,如镂空零件,而CNC则很难实现镂空零部件的加工。
CNC加工是减材制造,通过高速运转的各种刀具,按照编程刀路切割出所需零部件。因此CNC机加工只能加工出有一定弧度的圆角,外直角CNC机加工没问题,但无法直接加工出内直角,要通过线切割/电火花等工艺来实现。此外对于曲面而言,CNC机加工加工曲面很耗时,而且如果编程和操机师傅经验不够,很容易在零部件上留下明显的纹路。对于具有内直角或曲面面积比较多的零件,3D打印则不存在加工困难的问题。
有人将3D打印比作用蛋糕粉堆积成一个蛋糕,CNC则是把大蛋糕切成一块块小蛋糕,比喻较为贴切。
操作软件上的差异
3D打印的切片软件大都操作简单,在专业指导下一两天时间就能熟练操作切片软件。切片软件目前优化得十分简单,支撑可以自动生成,这也是为什么3D打印能普及到个人用户。
图片来源于网络
3D打印数据处理软件magics
CNC编程软件则复杂的多,需要专业人士来操作,零基础的人一般要学半年左右的时间。另外还需要一名CNC操机师傅去操作CNC机器。比较常用的有UG、MASTERCAM、CIMATRON,还有国产的精雕。这些软件的学习均有一定难度。
图片来源于网络
CNC编程操作页面
一个零部件能有很多种CNC加工方案,编程十分复杂。而3D打印则只会因为摆放位置对加工时间耗材有一小部分的影响,相对来说较为简单。
后期处理上的差异
3D打印的零部件后处理选择不多,一般都是打磨、喷砂、去毛刺、染色等等。而CNC机加工的零部件后处理选择五花八门,除了打磨、喷油、去毛刺,还有电镀、丝印、移印、金属氧化、镭雕、喷砂等等。
CNC机加工和3D打印各有各的优缺点。选择合适的加工工艺更为重要。
3D打印技术与注塑成型技术的区别
塑料注塑成型是指在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。该工艺始于20世纪20年代,已有近百年的发展历史,是目前使用非常广泛、非常成熟的工业制造技术。
在塑料制造产业中,3D打印与注塑成型经常被拿来PK,关于3D打印是注塑成型的终结者的言论也比比皆是。对于制造商来说,二者的竞争力究竟谁高谁低也是他们最关心的话题之一。 那么,3D打印技术与注塑成型又有什么区别呢?
生产模式
注塑成型工艺只要有注塑模具,就可以低成本、大规模地生产标准化产品,因此,对于传统大批量、大规模制造来说,目前注塑成型仍然是最佳选择。
图片来源于网络
注塑成型原理
而3D打印机不需要传统的刀具、夹具、机床或任何模具,就能直接把计算机的任何形状自动、快速、直接和比较精确地将计算机中的三维设计转化为实物模型,得益于3D打印机大异于传统注塑成型工艺的特性,越是复杂非实心的物体,加工速度越快,越节省原材料成本,因此比较擅长个性化、多样化产品的制造。
制造成本
由于注塑成型的原材料的广泛易得,其大规模、快速进行标准化生产的特性,也有利于降低单个产品成本,因此,从制造成本而言,注塑成型的成本远低于3D打印技术。
不过,对于工业制造来说,3D打印真正节约成本的环节在于修改原型环节,修改原型只需要修改CAD模型,不会产生任何制造成本。
图片来源于网络
3D打印的塑料制品
而在注塑成型中,如果原型是钢材模具,修改成本会相对较低,但如果使用的是铝合金制模工具,成本就要高出很多。这也是目前很多从事模具设计的企业或个人,会选择3D打印机进行模具设计打印的原因。
应用领域
目前,注塑成型工艺能够实现批量制造形状一致的物品,因此非常适合大批量的标准化产品制造。
3D打印只需通过控制终端输入三维图像,就能将原材料打印成实物模型,甚至直接制造零件或模具,从而有效地缩短了产品研发周期。目前,3D打印已广泛在创客、建筑设计、模具模型设计等领域得到成熟应用。
粘结剂喷射金属3D打印与注射成型的对比
金属注射成型 (MIM) 是一种用于金属零件大批量生产的强大制造工艺。但粘结剂喷射金属3D打印以其独特的优势提供了一种引人注目的替代方案。
粘结剂喷射金属3D打印采用阵列式喷头,把CAD模型切片得到一系列二维数据。根据切片得到的二维图形,在金属粉末床中选择性的喷射粘结剂来固化成型,层层叠加制作完成整个初坯零件。然后将初坯零件通过预烧结得到一定强度后,进行清粉。最后通过高温烧结将粘结剂去除并实现粉末颗粒之间的熔合,从而得到高致密度和高强度的零件。两种技术之间既有相同之处,也有不同之处。
粘结剂喷射金属3D打印与注射成型的异同点
首先3D打印的设计约束少,逐层制造零件的特点使该技术具有更好的设计自由度,原则上来可以实现各种复杂形状零件的打印。这也意味着可以将几个零件整合——几个连接件可以被一个零件取代,但实现的功能一样——从而减少零件数量并缩短装配时间。而MIM的设计需要考虑零件脱模,所以限制了一些形状,无法像3D打印一样制造复杂结构零件。不过,粘结剂喷射金属3D打印后期烧结工艺因为重力和摩擦以及收缩的影响,不擅长加工无支撑结构的大面积薄壁件,也不善于制造细枝树状零件等。
图片来源于网络
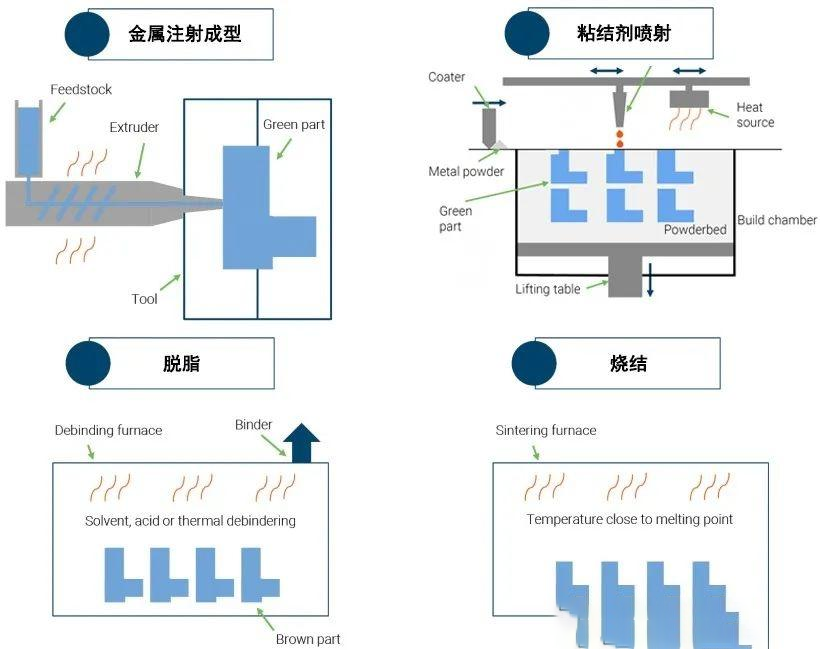
粘结剂喷射金属3D打印与注射成型原理
其次成型工艺不一样,粘结剂喷射金属3D打印采用阵列喷头选择性的喷射粘结剂固化而成,而MIM则采用模具注射成型。但是两者的后处理工艺是相同的,均需要高温烧结。烧结后,3D打印的零件致密度可以达到98%以上,与MIM工艺相近。但是由于MIM需要专门的脱脂过程,决定了不可能做很厚实的零件。
第三,粘结剂喷射金属3D打印的制造步骤比MIM少。MIM需要开模,而粘结剂喷射金属3D打印可以直接打印零件。因为对于小批量的加工速度明显优于MIM工艺。并且,MIM的模具一旦加工完成,就不容易调整。所以在不增加费用的情况下,金属3D打印可以进行多次迭代。
如何在粘结剂喷射金属3D打印与MIM之间选择?
大多数情况下,如何取舍,主要在于产量。对于原型制造和小批量生产,比如几万件,选择前者是不错的选择。但是MIM在大批量生产时更具成本效益,比如几十万件以下可以选择MIM工艺。
除了产量是决定性因素之外,还有其他的原因。
由于脱脂的限制,MIM不能做太大和厚实的零件。一般MIM零件的质量在500g以下范围,所以对于大尺寸零件,倾向于选择3D打印工艺。
注射成型和粘结剂喷射金属3D打印的零件对比
此外,复杂的设计也倾向于选择3D打印,因为MIM零件的几何形状受到脱模的限制。
两种工艺在表面质量方面也存在差异。MIM 的表面光洁度略高,粗糙度约为1~2μm,粘结剂喷射金属3D打印零件的表面粗糙度在3μ以上。对于具有较高装配精度要求的,加工后期工艺需要采用CNC,既可以选择注射成型也可以选择3D打印。
无论对于3D打印的哪种工艺形式,均是对传统制造工艺的有益补充。对于一些小批量、较复杂的产品,开模或者其他传统工艺的成本比较高,这时候用3D打印可能具备更为明显的价格优势和制造效率。因此未来,随着具体行业对3D打印工艺认识程度的加深,该技术将成为该行业链条上的一种选择。3D打印,仅仅是一种加工工艺而已。
注:本文内容来自3D打印技术参考。
3D金属打印的案例
One Click Metal通过为意大利帕多瓦大学的学生提供金属3D打印组件来支持他们的赛车。One Click Metal提供的组件是铝制的转向箱,由Race Up团队的EV机械结构部门使用。One Click Metal期待继续与雄心勃勃的Race Up团队合作,用他们的3D金属打印机打印关键组件。
偏转杆负责将车轮接触力的动力传递到弹簧阻尼器系统。得益于分离的弹簧阻尼器系统,动力传输是三维的,从而形成了独特的形状。得到的形状是同时具有最小质量的最大刚性几何形状。与去年相比,质量可以减少430g,刚度提高了约3倍。

3D打印与传统CNC、注塑和金属注射成型之间的工艺差异
【概要描述】 分析比较:3D打印与传统CNC、注塑和金属注射成型之间的工艺差异
3D打印最初是作为快速成型的一种方法而创建的,它也被称为增材制造,现在已经发展成为真正的制造过程。3D打印机使工程师和公司能够同时生产原型产品和最终用途产品,与传统的制造工艺相比,它具有显著的优势。这些优势包括实现大规模定制、增加设计自由度、允许减少装配,并且可以作为一个经济高效的小批量生产过程。
本文概述了3D打印技术与当前成熟的传统CNC、注塑和金属注射成型工艺之间的差异。
CNC机加工和3D打印的对比
材料上的差异
3D打印的材料主要有液态树脂(SLA)、尼龙粉末(SLS)、金属粉末(SLM)、线材(FDM)等。液态树脂、尼龙粉末和金属粉末占据了工业3D打印的绝大部分市场。
而CNC机加工用的材料全部都是一块一块的板材,通过测量出零部件的长宽高+耗损,再去切割对应大小的板材用于加工。CNC机加工材料选择比3D打印多,一般的五金类和塑料类板材都能进行CNC机加工,而且成型部件致密度要比3D打印好。
因成型原理导致的零件差异
3D打印是把模型切割成N个层/N个多点,然后按照顺序一层一层/一点一点堆积起来,就像搭积木一样。因此3D打印能有效地加工出结构复杂的零件,如镂空零件,而CNC则很难实现镂空零部件的加工。
CNC加工是减材制造,通过高速运转的各种刀具,按照编程刀路切割出所需零部件。因此CNC机加工只能加工出有一定弧度的圆角,外直角CNC机加工没问题,但无法直接加工出内直角,要通过线切割/电火花等工艺来实现。此外对于曲面而言,CNC机加工加工曲面很耗时,而且如果编程和操机师傅经验不够,很容易在零部件上留下明显的纹路。对于具有内直角或曲面面积比较多的零件,3D打印则不存在加工困难的问题。
有人将3D打印比作用蛋糕粉堆积成一个蛋糕,CNC则是把大蛋糕切成一块块小蛋糕,比喻较为贴切。
操作软件上的差异
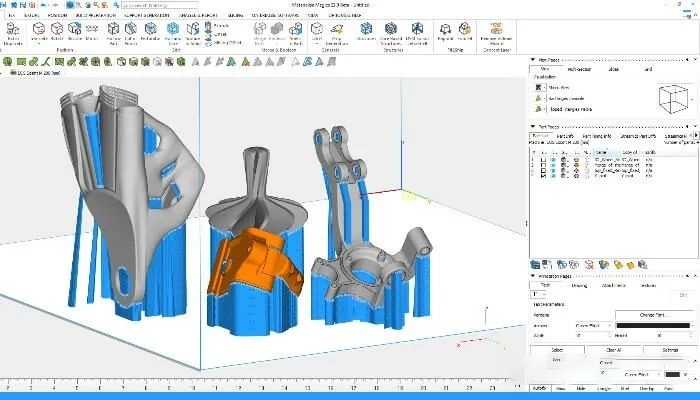
3D打印的切片软件大都操作简单,在专业指导下一两天时间就能熟练操作切片软件。切片软件目前优化得十分简单,支撑可以自动生成,这也是为什么3D打印能普及到个人用户。
图片来源于网络
3D打印数据处理软件magics
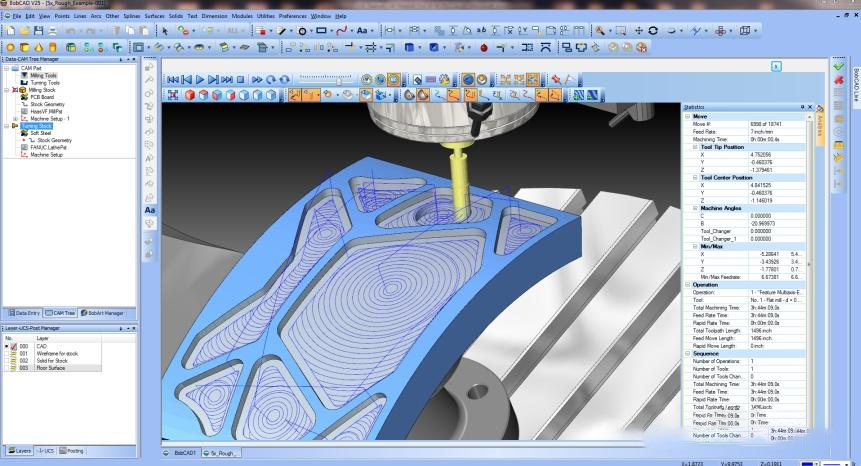
CNC编程软件则复杂的多,需要专业人士来操作,零基础的人一般要学半年左右的时间。另外还需要一名CNC操机师傅去操作CNC机器。比较常用的有UG、MASTERCAM、CIMATRON,还有国产的精雕。这些软件的学习均有一定难度。
图片来源于网络
CNC编程操作页面
一个零部件能有很多种CNC加工方案,编程十分复杂。而3D打印则只会因为摆放位置对加工时间耗材有一小部分的影响,相对来说较为简单。
后期处理上的差异
3D打印的零部件后处理选择不多,一般都是打磨、喷砂、去毛刺、染色等等。而CNC机加工的零部件后处理选择五花八门,除了打磨、喷油、去毛刺,还有电镀、丝印、移印、金属氧化、镭雕、喷砂等等。
CNC机加工和3D打印各有各的优缺点。选择合适的加工工艺更为重要。
3D打印技术与注塑成型技术的区别
塑料注塑成型是指在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。该工艺始于20世纪20年代,已有近百年的发展历史,是目前使用非常广泛、非常成熟的工业制造技术。
在塑料制造产业中,3D打印与注塑成型经常被拿来PK,关于3D打印是注塑成型的终结者的言论也比比皆是。对于制造商来说,二者的竞争力究竟谁高谁低也是他们最关心的话题之一。 那么,3D打印技术与注塑成型又有什么区别呢?
生产模式
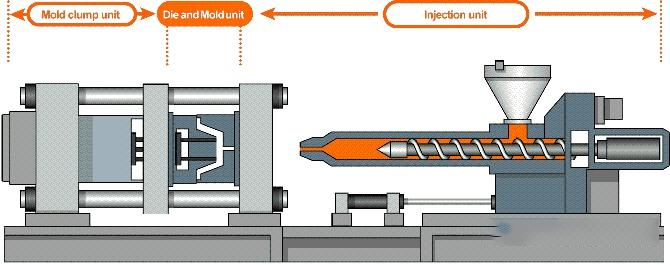
注塑成型工艺只要有注塑模具,就可以低成本、大规模地生产标准化产品,因此,对于传统大批量、大规模制造来说,目前注塑成型仍然是最佳选择。
图片来源于网络
注塑成型原理
而3D打印机不需要传统的刀具、夹具、机床或任何模具,就能直接把计算机的任何形状自动、快速、直接和比较精确地将计算机中的三维设计转化为实物模型,得益于3D打印机大异于传统注塑成型工艺的特性,越是复杂非实心的物体,加工速度越快,越节省原材料成本,因此比较擅长个性化、多样化产品的制造。
制造成本
由于注塑成型的原材料的广泛易得,其大规模、快速进行标准化生产的特性,也有利于降低单个产品成本,因此,从制造成本而言,注塑成型的成本远低于3D打印技术。
不过,对于工业制造来说,3D打印真正节约成本的环节在于修改原型环节,修改原型只需要修改CAD模型,不会产生任何制造成本。
图片来源于网络
3D打印的塑料制品
而在注塑成型中,如果原型是钢材模具,修改成本会相对较低,但如果使用的是铝合金制模工具,成本就要高出很多。这也是目前很多从事模具设计的企业或个人,会选择3D打印机进行模具设计打印的原因。
应用领域
目前,注塑成型工艺能够实现批量制造形状一致的物品,因此非常适合大批量的标准化产品制造。
3D打印只需通过控制终端输入三维图像,就能将原材料打印成实物模型,甚至直接制造零件或模具,从而有效地缩短了产品研发周期。目前,3D打印已广泛在创客、建筑设计、模具模型设计等领域得到成熟应用。
粘结剂喷射金属3D打印与注射成型的对比
金属注射成型 (MIM) 是一种用于金属零件大批量生产的强大制造工艺。但粘结剂喷射金属3D打印以其独特的优势提供了一种引人注目的替代方案。
粘结剂喷射金属3D打印采用阵列式喷头,把CAD模型切片得到一系列二维数据。根据切片得到的二维图形,在金属粉末床中选择性的喷射粘结剂来固化成型,层层叠加制作完成整个初坯零件。然后将初坯零件通过预烧结得到一定强度后,进行清粉。最后通过高温烧结将粘结剂去除并实现粉末颗粒之间的熔合,从而得到高致密度和高强度的零件。两种技术之间既有相同之处,也有不同之处。
粘结剂喷射金属3D打印与注射成型的异同点
首先3D打印的设计约束少,逐层制造零件的特点使该技术具有更好的设计自由度,原则上来可以实现各种复杂形状零件的打印。这也意味着可以将几个零件整合——几个连接件可以被一个零件取代,但实现的功能一样——从而减少零件数量并缩短装配时间。而MIM的设计需要考虑零件脱模,所以限制了一些形状,无法像3D打印一样制造复杂结构零件。不过,粘结剂喷射金属3D打印后期烧结工艺因为重力和摩擦以及收缩的影响,不擅长加工无支撑结构的大面积薄壁件,也不善于制造细枝树状零件等。
图片来源于网络
粘结剂喷射金属3D打印与注射成型原理
其次成型工艺不一样,粘结剂喷射金属3D打印采用阵列喷头选择性的喷射粘结剂固化而成,而MIM则采用模具注射成型。但是两者的后处理工艺是相同的,均需要高温烧结。烧结后,3D打印的零件致密度可以达到98%以上,与MIM工艺相近。但是由于MIM需要专门的脱脂过程,决定了不可能做很厚实的零件。
第三,粘结剂喷射金属3D打印的制造步骤比MIM少。MIM需要开模,而粘结剂喷射金属3D打印可以直接打印零件。因为对于小批量的加工速度明显优于MIM工艺。并且,MIM的模具一旦加工完成,就不容易调整。所以在不增加费用的情况下,金属3D打印可以进行多次迭代。
如何在粘结剂喷射金属3D打印与MIM之间选择?
大多数情况下,如何取舍,主要在于产量。对于原型制造和小批量生产,比如几万件,选择前者是不错的选择。但是MIM在大批量生产时更具成本效益,比如几十万件以下可以选择MIM工艺。
除了产量是决定性因素之外,还有其他的原因。
由于脱脂的限制,MIM不能做太大和厚实的零件。一般MIM零件的质量在500g以下范围,所以对于大尺寸零件,倾向于选择3D打印工艺。
注射成型和粘结剂喷射金属3D打印的零件对比
此外,复杂的设计也倾向于选择3D打印,因为MIM零件的几何形状受到脱模的限制。
两种工艺在表面质量方面也存在差异。MIM 的表面光洁度略高,粗糙度约为1~2μm,粘结剂喷射金属3D打印零件的表面粗糙度在3μ以上。对于具有较高装配精度要求的,加工后期工艺需要采用CNC,既可以选择注射成型也可以选择3D打印。
无论对于3D打印的哪种工艺形式,均是对传统制造工艺的有益补充。对于一些小批量、较复杂的产品,开模或者其他传统工艺的成本比较高,这时候用3D打印可能具备更为明显的价格优势和制造效率。因此未来,随着具体行业对3D打印工艺认识程度的加深,该技术将成为该行业链条上的一种选择。3D打印,仅仅是一种加工工艺而已。
注:本文内容来自3D打印技术参考。
3D金属打印的案例
One Click Metal通过为意大利帕多瓦大学的学生提供金属3D打印组件来支持他们的赛车。One Click Metal提供的组件是铝制的转向箱,由Race Up团队的EV机械结构部门使用。One Click Metal期待继续与雄心勃勃的Race Up团队合作,用他们的3D金属打印机打印关键组件。
偏转杆负责将车轮接触力的动力传递到弹簧阻尼器系统。得益于分离的弹簧阻尼器系统,动力传输是三维的,从而形成了独特的形状。得到的形状是同时具有最小质量的最大刚性几何形状。与去年相比,质量可以减少430g,刚度提高了约3倍。
- 分类: 新闻活动
- 发布时间:2023-08-04 10:05
- 访问量:
分析比较:3D打印与传统CNC、注塑和金属注射成型之间的工艺差异
3D打印最初是作为快速成型的一种方法而创建的,它也被称为增材制造,现在已经发展成为真正的制造过程。3D打印机使工程师和公司能够同时生产原型产品和最终用途产品,与传统的制造工艺相比,它具有显著的优势。这些优势包括实现大规模定制、增加设计自由度、允许减少装配,并且可以作为一个经济高效的小批量生产过程。
本文概述了3D打印技术与当前成熟的传统CNC、注塑和金属注射成型工艺之间的差异。
CNC机加工和3D打印的对比
材料上的差异
3D打印的材料主要有液态树脂(SLA)、尼龙粉末(SLS)、金属粉末(SLM)、线材(FDM)等。液态树脂、尼龙粉末和金属粉末占据了工业3D打印的绝大部分市场。
而CNC机加工用的材料全部都是一块一块的板材,通过测量出零部件的长宽高+耗损,再去切割对应大小的板材用于加工。CNC机加工材料选择比3D打印多,一般的五金类和塑料类板材都能进行CNC机加工,而且成型部件致密度要比3D打印好。
因成型原理导致的零件差异
3D打印是把模型切割成N个层/N个多点,然后按照顺序一层一层/一点一点堆积起来,就像搭积木一样。因此3D打印能有效地加工出结构复杂的零件,如镂空零件,而CNC则很难实现镂空零部件的加工。
CNC加工是减材制造,通过高速运转的各种刀具,按照编程刀路切割出所需零部件。因此CNC机加工只能加工出有一定弧度的圆角,外直角CNC机加工没问题,但无法直接加工出内直角,要通过线切割/电火花等工艺来实现。此外对于曲面而言,CNC机加工加工曲面很耗时,而且如果编程和操机师傅经验不够,很容易在零部件上留下明显的纹路。对于具有内直角或曲面面积比较多的零件,3D打印则不存在加工困难的问题。
有人将3D打印比作用蛋糕粉堆积成一个蛋糕,CNC则是把大蛋糕切成一块块小蛋糕,比喻较为贴切。
操作软件上的差异
3D打印的切片软件大都操作简单,在专业指导下一两天时间就能熟练操作切片软件。切片软件目前优化得十分简单,支撑可以自动生成,这也是为什么3D打印能普及到个人用户。
图片来源于网络
3D打印数据处理软件magics
CNC编程软件则复杂的多,需要专业人士来操作,零基础的人一般要学半年左右的时间。另外还需要一名CNC操机师傅去操作CNC机器。比较常用的有UG、MASTERCAM、CIMATRON,还有国产的精雕。这些软件的学习均有一定难度。
图片来源于网络
CNC编程操作页面
一个零部件能有很多种CNC加工方案,编程十分复杂。而3D打印则只会因为摆放位置对加工时间耗材有一小部分的影响,相对来说较为简单。
后期处理上的差异
3D打印的零部件后处理选择不多,一般都是打磨、喷砂、去毛刺、染色等等。而CNC机加工的零部件后处理选择五花八门,除了打磨、喷油、去毛刺,还有电镀、丝印、移印、金属氧化、镭雕、喷砂等等。
CNC机加工和3D打印各有各的优缺点。选择合适的加工工艺更为重要。
3D打印技术与注塑成型技术的区别
塑料注塑成型是指在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。该工艺始于20世纪20年代,已有近百年的发展历史,是目前使用非常广泛、非常成熟的工业制造技术。
在塑料制造产业中,3D打印与注塑成型经常被拿来PK,关于3D打印是注塑成型的终结者的言论也比比皆是。对于制造商来说,二者的竞争力究竟谁高谁低也是他们最关心的话题之一。 那么,3D打印技术与注塑成型又有什么区别呢?
生产模式
注塑成型工艺只要有注塑模具,就可以低成本、大规模地生产标准化产品,因此,对于传统大批量、大规模制造来说,目前注塑成型仍然是最佳选择。
图片来源于网络
注塑成型原理
而3D打印机不需要传统的刀具、夹具、机床或任何模具,就能直接把计算机的任何形状自动、快速、直接和比较精确地将计算机中的三维设计转化为实物模型,得益于3D打印机大异于传统注塑成型工艺的特性,越是复杂非实心的物体,加工速度越快,越节省原材料成本,因此比较擅长个性化、多样化产品的制造。
制造成本
由于注塑成型的原材料的广泛易得,其大规模、快速进行标准化生产的特性,也有利于降低单个产品成本,因此,从制造成本而言,注塑成型的成本远低于3D打印技术。
不过,对于工业制造来说,3D打印真正节约成本的环节在于修改原型环节,修改原型只需要修改CAD模型,不会产生任何制造成本。
图片来源于网络
3D打印的塑料制品
而在注塑成型中,如果原型是钢材模具,修改成本会相对较低,但如果使用的是铝合金制模工具,成本就要高出很多。这也是目前很多从事模具设计的企业或个人,会选择3D打印机进行模具设计打印的原因。
应用领域
目前,注塑成型工艺能够实现批量制造形状一致的物品,因此非常适合大批量的标准化产品制造。
3D打印只需通过控制终端输入三维图像,就能将原材料打印成实物模型,甚至直接制造零件或模具,从而有效地缩短了产品研发周期。目前,3D打印已广泛在创客、建筑设计、模具模型设计等领域得到成熟应用。
粘结剂喷射金属3D打印与注射成型的对比
金属注射成型 (MIM) 是一种用于金属零件大批量生产的强大制造工艺。但粘结剂喷射金属3D打印以其独特的优势提供了一种引人注目的替代方案。
粘结剂喷射金属3D打印采用阵列式喷头,把CAD模型切片得到一系列二维数据。根据切片得到的二维图形,在金属粉末床中选择性的喷射粘结剂来固化成型,层层叠加制作完成整个初坯零件。然后将初坯零件通过预烧结得到一定强度后,进行清粉。最后通过高温烧结将粘结剂去除并实现粉末颗粒之间的熔合,从而得到高致密度和高强度的零件。两种技术之间既有相同之处,也有不同之处。
粘结剂喷射金属3D打印与注射成型的异同点
首先3D打印的设计约束少,逐层制造零件的特点使该技术具有更好的设计自由度,原则上来可以实现各种复杂形状零件的打印。这也意味着可以将几个零件整合——几个连接件可以被一个零件取代,但实现的功能一样——从而减少零件数量并缩短装配时间。而MIM的设计需要考虑零件脱模,所以限制了一些形状,无法像3D打印一样制造复杂结构零件。不过,粘结剂喷射金属3D打印后期烧结工艺因为重力和摩擦以及收缩的影响,不擅长加工无支撑结构的大面积薄壁件,也不善于制造细枝树状零件等。
图片来源于网络
粘结剂喷射金属3D打印与注射成型原理
其次成型工艺不一样,粘结剂喷射金属3D打印采用阵列喷头选择性的喷射粘结剂固化而成,而MIM则采用模具注射成型。但是两者的后处理工艺是相同的,均需要高温烧结。烧结后,3D打印的零件致密度可以达到98%以上,与MIM工艺相近。但是由于MIM需要专门的脱脂过程,决定了不可能做很厚实的零件。
第三,粘结剂喷射金属3D打印的制造步骤比MIM少。MIM需要开模,而粘结剂喷射金属3D打印可以直接打印零件。因为对于小批量的加工速度明显优于MIM工艺。并且,MIM的模具一旦加工完成,就不容易调整。所以在不增加费用的情况下,金属3D打印可以进行多次迭代。
如何在粘结剂喷射金属3D打印与MIM之间选择?
大多数情况下,如何取舍,主要在于产量。对于原型制造和小批量生产,比如几万件,选择前者是不错的选择。但是MIM在大批量生产时更具成本效益,比如几十万件以下可以选择MIM工艺。
除了产量是决定性因素之外,还有其他的原因。
由于脱脂的限制,MIM不能做太大和厚实的零件。一般MIM零件的质量在500g以下范围,所以对于大尺寸零件,倾向于选择3D打印工艺。

注射成型和粘结剂喷射金属3D打印的零件对比
此外,复杂的设计也倾向于选择3D打印,因为MIM零件的几何形状受到脱模的限制。
两种工艺在表面质量方面也存在差异。MIM 的表面光洁度略高,粗糙度约为1~2μm,粘结剂喷射金属3D打印零件的表面粗糙度在3μ以上。对于具有较高装配精度要求的,加工后期工艺需要采用CNC,既可以选择注射成型也可以选择3D打印。
无论对于3D打印的哪种工艺形式,均是对传统制造工艺的有益补充。对于一些小批量、较复杂的产品,开模或者其他传统工艺的成本比较高,这时候用3D打印可能具备更为明显的价格优势和制造效率。因此未来,随着具体行业对3D打印工艺认识程度的加深,该技术将成为该行业链条上的一种选择。3D打印,仅仅是一种加工工艺而已。
注:本文内容来自3D打印技术参考。
3D金属打印的案例
One Click Metal通过为意大利帕多瓦大学的学生提供金属3D打印组件来支持他们的赛车。One Click Metal提供的组件是铝制的转向箱,由Race Up团队的EV机械结构部门使用。One Click Metal期待继续与雄心勃勃的Race Up团队合作,用他们的3D金属打印机打印关键组件。

偏转杆负责将车轮接触力的动力传递到弹簧阻尼器系统。得益于分离的弹簧阻尼器系统,动力传输是三维的,从而形成了独特的形状。得到的形状是同时具有最小质量的最大刚性几何形状。与去年相比,质量可以减少430g,刚度提高了约3倍。


扫二维码用手机看
最新消息

 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号