



Stratasys Origin One 设计指南
 发布时间:2023/04/25
发布时间:2023/04/25
- 访问量:
【概要描述】 Origin One的可编程光聚合(P3)工艺能够在没有支撑、精细特征和大横截面的情况下打印困难的几何形状,具有与注塑成型相当的优异表面质量。然而,与传统的制造工艺一样,也有一些指导方针可以带来最高的产量、最佳的质量和减少的劳动力。幸运地熟悉的传统技术,如圆角、添加肋和定向,在很大程度上有助于减少所需的牺牲支撑的数量提高生产吞吐量。本设计指南旨在帮助读者了解Stratasys Origin One的功能,选择用于增材生产的候选零件,并学习如何在Origin One上设计增材零件以获得最佳吞吐量和质量。
3D打印技术的常见类型不同的打印过程将基于添加技术进行独特的设计考虑正在使用。Origin One的工艺属于还原光聚合类别。如果您熟悉立体光刻(SLA)或数字光加工(DLP)打印机,许多相同的设计原理将适用于Origin One的可编程光聚合(P3)工艺。
技术
说明
粉
几种类型的3D打印利用热塑性粉末SLS利用激光能量将粉末烧结成固体部件。MJF使用印刷活页夹暂时熔化粉末,随后将其烧结成最终零件
线材
这项技术被称为熔融沉积建模(FDM)或熔融长丝制造(FFF),从一卷热塑性长丝开始,并沿着由每个切片的几何形状决定的工具路径选择性地挤出。
树脂(Vat光聚合)
SLA和DLP是树脂3D打印的两个主要类别。两者都通过利用光聚合光聚合物树脂将液体转化为固体。SLA使用跟踪每个切片的激光,而DLP使用投影仪同时曝光整个切片。
它的工作原理
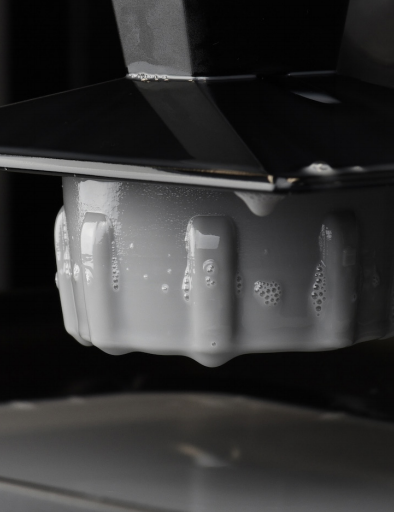
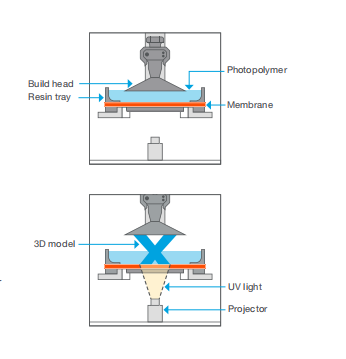
Stratasys Origin One的P3流程精确地协调光线、温度和其他条件,实时自动优化打印,以获得最佳效果。一旦3D模型被发送到打印机将光聚合物暴露于来自UV投影仪的光。紫外线投影仪在构建头区域显示一种光模式。暴露的液态聚合物硬化,然后构建板移动,使树脂在硬化层下方流动。然后,将液体聚合物再次暴露于光下。重复该过程,直到3D模型完成。
P3将树脂转化为高度交联的热固性部件。零件在印刷过程中几乎完全聚合。后处理包括移除任何支撑物,在溶剂中清洁零件几分钟,然后在单独的紫外线固化系统下固化零件几分钟。
Stratasys Origin One功能
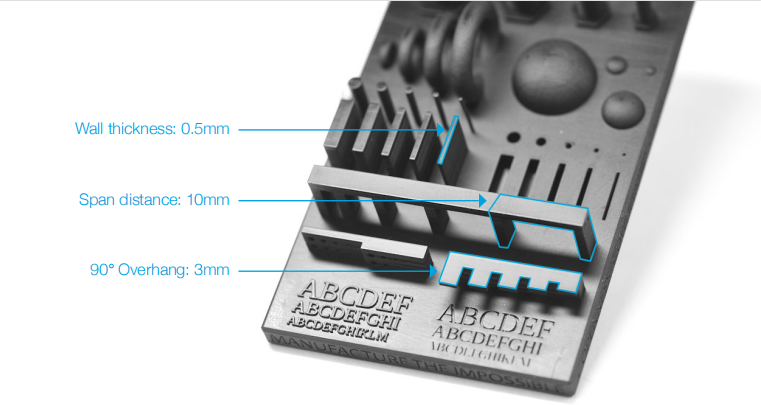
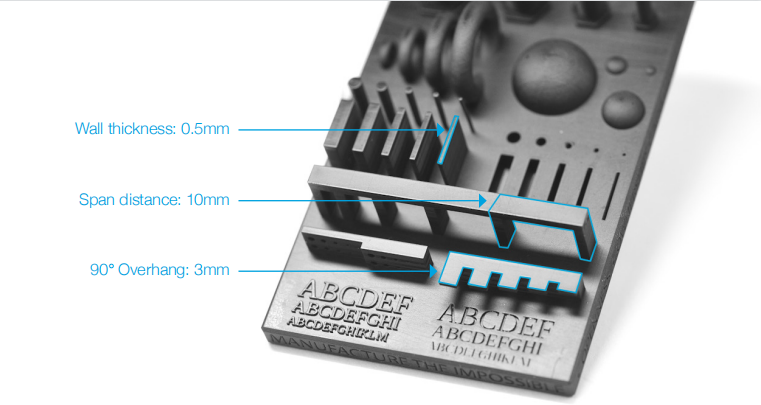
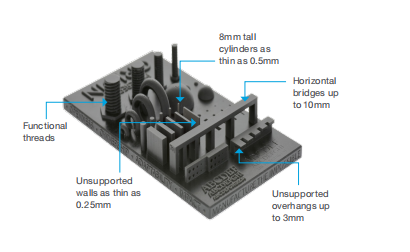
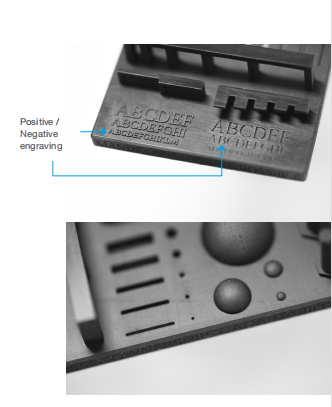
Stratasys Origin One的工艺能够以优异的表面质量打印出高度详细的特征。播放材质和几何图形时作为一个重要的角色,我们成功打印的功能在右侧的模型上突出显示。最小特征尺寸和工艺限制为高度依赖于几何形状。特征尺寸、工艺限制和打印设置也取决于材质。
Stratasys Origin One相对于其他添加剂技术的优势生产
最小支撑:高生坯强度材料在印刷过程中几乎完全固化,与其他还原聚合相比,所需支撑更少技术,降低整体劳动力和材料使用。
注塑表面质量:在打印过程中无需二次操作即可实现光滑的表面和细致的纹理。
几分钟后处理:高绿色强度,再加上P3,可在印刷过程中产生具有最高机械财产的各向同性零件。快速清洁和紫外线固化会产生最终使用的零件。
设计
卓越的精度:Stratasys Origin One的工艺可以对打印参数进行微调,以实现业界领先的精度生产具有50μm以下特性的材料。
处理困难的几何形状:生产其他添加技术难以解决的零件,包括具有精细功能或不受支持的模型垫圈,以及大型横截面应用,如模具。
材料
广泛的材料:使用弹性弹性体、耐热聚合物、生物相容性配方和其他高性能材料打印
来自我们的生态系统材料合作伙伴,包括巴斯夫、汉高和DSM。
控制您的供应链:直接与材料合作伙伴合作,为特定应用优化材料,并利用二次采购来避免供应中断。
为什么设计添加剂?
当对最终用途零件使用增材制造时,技术设计对于质量、功能和吞吐量,从而降低总体成本并增加可行的数量添加剂生产的应用。
如何为AM选择合适的零件
当考虑添加生产的最终用途零件时,值得花一些时间查看现有的生产零件,以确定打印零件可能具有成本效益和更高效的用例。一些一般考虑因素包括:
•定制和SKU变化:打印为用户、公司或特定客户群体(如汽车)定制的零件和产品连接器、鞋类或牙科产品。
•轻量化:通过网格结构和拓扑优化,延长产品寿命,减少材料使用、燃料和维护成本。通用电气公司燃料喷嘴就是一个很好的例子。
•精密公差和精细功能:提高配合度和功能,使公差超过典型注塑或CNC零件的公差。典型的小而精确的聚合物部件更适合添加,而不是减法。
•低批量生产:通过直接打印零件或打印高热模具来避免或推迟注塑模具的高固定成本。
•上市时间:更快地推出产品,并快速整合反馈,以加速创新。
打印检查表之前
当确定一个零件或设计以利用增材制造时,首先回答这些问题很重要。
需要考虑的问题:
•是否有适合应用的材料?
•它是否适合构建体积?
•是否有任何小于200μm(0.2mm)的特征/墙壁?
•是否有悬挑?
•任何关键表面是否需要支撑?
•是否存在树脂无法逸出的区域?
选择材质
一旦您确定了要打印的零件,下一步就是为您的零件选择合适的材料。查看Stratasys Origin One材料组合和每种材料的物理财产,选择最适合您的应用
各种材料需要特定的打印机设置。通常,刚性材料可以处理比软质材料更薄的墙壁,并且需要更少的支撑。
Stratasys Origin One具有高度可配置性,具有许多可修改的设置。例如,长由软材料制成的薄部件可能需要更长的曝光延迟,用户可以很容易地相应地修改打印机的设置。
材料分类
描述
功能
独特的打印注意事项
刚性材料
刚性材料通常具有最高的生坯强度,因此它们在打印过程中变得机械坚固,并且还可以更快地打印。
•刚度
•强度
•韧性
•热阻
刚性材料实现最小的特征尺寸,最大的悬挑,以及最大的细节,最小的细节支架。
坚韧的材料
坚韧的材料介于刚性和弹性体。具有中等模量和伸长率增加,这些材料显示高冲击强度。
•强度
•韧性
•适度的灵活性
•中等伸长率
坚韧的材料需要适度支持悬挑,但仍然
能够实现精细化细节
弹性材料
弹性体具有弹性高度灵活。灵活的这些材料的性质需要最多的支持以及最慢的打印速度。
•高伸长率
•高度灵活
•弹性
弹性体需要悬挑上的大部分支撑和高部件,以确保几何精度和零件质量
构建体积
您的零件需要放入构建信封中,才能作为一个零件打印出来。Stratasys Origin One的构建体积为192 x 108 x 370毫米。这个零件在首选方向上的边界框必须位于体积,以便在Stratasys Origin One上打印。
方向与打印时间
Stratasys Origin One上的打印时间主要取决于材料和零件在Z方向上的高度。几何图形在印刷中不太重要与其他添加剂技术相比。
零件方向
零件方向将以多种方式直接影响最终零件,因此设计零件和准备印刷品时需要考虑的重要事项。
•调整零件的方向,使其处于稳定的方向。
•确保零件粘附在构建头上。有没有平坦的表面
可以放置在构建头上吗?如果没有,是否有足够的表面积附着在构建头上?
•哪些表面需要无支撑?
•是否有需要较少支撑的方向(以减少材料浪费和劳动力)?
方向与表面质量
Stratasys Origin One能够高精度打印零件,小巧的功能和漂亮的表面处理。表面方向可能会影响表面光洁度差异很小,但可能很重要,具体取决于在您的用例中。
最好的表面是与建筑直接平行打印的平面头显然,这并没有给设计自由留下太多空间。这个第二好的表面质量是弯曲或平坦的部分构建头(不是垂直的平面)。大多数的大多数表面零件将属于这一类。最具挑战性的表面方向是平坦的表面垂直于构建头,因为你会注意到Z方向。
表面光洁度设计
如果一个表面必须最大限度地光滑,那么获得光滑表面的最佳方法是使其与构建头保持水平(平行)。另一种选择是减少层厚度。较薄的层会产生更好的表面光洁度,但打印时间会增加。任何以一定角度打印的零件都会显示出细微的层线。朝向构建头的曲面将比远离构建头的表面看起来更平滑。
支撑注意事项
自下而上的光聚合物系统的性质需要支撑一些几何形状,例如悬挑、岛和底切。
支撑是可拆卸的一次性结构,可稳定悬垂等特征,以及任何不受零件几何形状本身支撑的特征。工程师和设计师可以通过创建可以直接粘附到构建板上的平面或通过创建自支撑的几何形状来减少所需的支撑量。
对于某些几何形状,所有树脂打印机都需要支架,以确保打印的所有特征都附着在构建头上,并且在打印过程中不会断裂或变形。
主要问题
•我的零件是否需要支撑?
•我的支持策略是什么?
•关键表面是否有支撑?
•支架的高度是多少?更高的支架需要更厚。
•材料是什么?生坯强度较低的材料需要更多支撑。
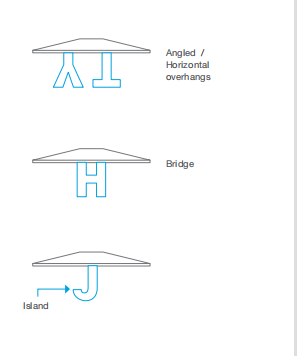
什么是悬挑?
悬挑是由部件本身支撑的部件上的特征,只有一侧。水平悬挑垂直于建筑头部,没有支撑它的部件特征,就像T。有角度的悬挑是类似的,但部分是自支撑的,就像Y形臂。
什么是桥?
桥接是一种端部支撑但在中间不支撑的功能。桥梁可能比水平悬挑更长,但可能会随着跨度变得太大。
什么是岛?
孤岛是一种完全不受支撑的功能。打印时到达岛屿的第一层,新暴露的岛屿区域将在分离过程中没有任何东西可以拉起,它会粘在上面玻璃,导致打印失败。
我的零件需要支撑吗?
•在首选方向上,是否会有较大的悬挑或岛屿?
»如果是这样,您将需要支撑这些功能。
•是否有一个可以对着构建头定向的平面?
»如果没有,则需要支撑整个零件。
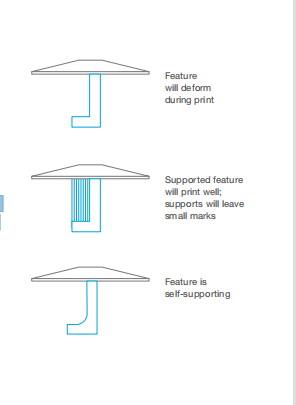
我的撑会是什么样子?
•如果悬垂长度超过约3毫米。
•可能需要支撑成角度的悬挑,具体取决于角度以及长度。
»较浅的角度更可能需要支撑。
›坡度大于约30°的倾斜特征通常是自支撑的。
»更长的悬挑更可能需要支撑。
•您始终需要支持孤岛功能。
•您需要支撑跨度大于10mm的桥梁。
•所有这些指南都取决于材料。
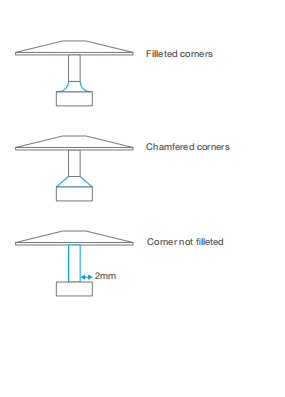
如何修改我的设计以减少或消除对支撑的需求?
•添加圆角、倒角或加强筋,使几何结构自我支撑。
•最小化水平表面/特征的长度,或以一定角度进行设计。
•删除不必要的功能。
精细功能打印注意事项
同样,打印具有小特征的零件的能力,如我们的挑战零件上显示的结构,在很大程度上取决于零件的材料、方向和几何形状。此外,请记住Stratasys Origin One的XY分辨率为50μm,Z分辨率可由用户配置。
最小通孔尺寸:0.2mm
在大多数添加剂技术中,小孔可能具有挑战性。对于还原聚合工艺来说,这是一个特别重要的考虑因素,因为可能会发生过度固化并部分填补缺口。打印垂直于构建头的孔将获得最准确和最小的孔。

Stratasys Origin One 设计指南
【概要描述】 Origin One的可编程光聚合(P3)工艺能够在没有支撑、精细特征和大横截面的情况下打印困难的几何形状,具有与注塑成型相当的优异表面质量。然而,与传统的制造工艺一样,也有一些指导方针可以带来最高的产量、最佳的质量和减少的劳动力。幸运地熟悉的传统技术,如圆角、添加肋和定向,在很大程度上有助于减少所需的牺牲支撑的数量提高生产吞吐量。本设计指南旨在帮助读者了解Stratasys Origin One的功能,选择用于增材生产的候选零件,并学习如何在Origin One上设计增材零件以获得最佳吞吐量和质量。
3D打印技术的常见类型不同的打印过程将基于添加技术进行独特的设计考虑正在使用。Origin One的工艺属于还原光聚合类别。如果您熟悉立体光刻(SLA)或数字光加工(DLP)打印机,许多相同的设计原理将适用于Origin One的可编程光聚合(P3)工艺。
技术
说明
粉
几种类型的3D打印利用热塑性粉末SLS利用激光能量将粉末烧结成固体部件。MJF使用印刷活页夹暂时熔化粉末,随后将其烧结成最终零件
线材
这项技术被称为熔融沉积建模(FDM)或熔融长丝制造(FFF),从一卷热塑性长丝开始,并沿着由每个切片的几何形状决定的工具路径选择性地挤出。
树脂(Vat光聚合)
SLA和DLP是树脂3D打印的两个主要类别。两者都通过利用光聚合光聚合物树脂将液体转化为固体。SLA使用跟踪每个切片的激光,而DLP使用投影仪同时曝光整个切片。
它的工作原理
Stratasys Origin One的P3流程精确地协调光线、温度和其他条件,实时自动优化打印,以获得最佳效果。一旦3D模型被发送到打印机将光聚合物暴露于来自UV投影仪的光。紫外线投影仪在构建头区域显示一种光模式。暴露的液态聚合物硬化,然后构建板移动,使树脂在硬化层下方流动。然后,将液体聚合物再次暴露于光下。重复该过程,直到3D模型完成。
P3将树脂转化为高度交联的热固性部件。零件在印刷过程中几乎完全聚合。后处理包括移除任何支撑物,在溶剂中清洁零件几分钟,然后在单独的紫外线固化系统下固化零件几分钟。
Stratasys Origin One功能
Stratasys Origin One的工艺能够以优异的表面质量打印出高度详细的特征。播放材质和几何图形时作为一个重要的角色,我们成功打印的功能在右侧的模型上突出显示。最小特征尺寸和工艺限制为高度依赖于几何形状。特征尺寸、工艺限制和打印设置也取决于材质。
Stratasys Origin One相对于其他添加剂技术的优势生产
最小支撑:高生坯强度材料在印刷过程中几乎完全固化,与其他还原聚合相比,所需支撑更少技术,降低整体劳动力和材料使用。
注塑表面质量:在打印过程中无需二次操作即可实现光滑的表面和细致的纹理。
几分钟后处理:高绿色强度,再加上P3,可在印刷过程中产生具有最高机械财产的各向同性零件。快速清洁和紫外线固化会产生最终使用的零件。
设计
卓越的精度:Stratasys Origin One的工艺可以对打印参数进行微调,以实现业界领先的精度生产具有50μm以下特性的材料。
处理困难的几何形状:生产其他添加技术难以解决的零件,包括具有精细功能或不受支持的模型垫圈,以及大型横截面应用,如模具。
材料
广泛的材料:使用弹性弹性体、耐热聚合物、生物相容性配方和其他高性能材料打印
来自我们的生态系统材料合作伙伴,包括巴斯夫、汉高和DSM。
控制您的供应链:直接与材料合作伙伴合作,为特定应用优化材料,并利用二次采购来避免供应中断。
为什么设计添加剂?
当对最终用途零件使用增材制造时,技术设计对于质量、功能和吞吐量,从而降低总体成本并增加可行的数量添加剂生产的应用。
如何为AM选择合适的零件
当考虑添加生产的最终用途零件时,值得花一些时间查看现有的生产零件,以确定打印零件可能具有成本效益和更高效的用例。一些一般考虑因素包括:
•定制和SKU变化:打印为用户、公司或特定客户群体(如汽车)定制的零件和产品连接器、鞋类或牙科产品。
•轻量化:通过网格结构和拓扑优化,延长产品寿命,减少材料使用、燃料和维护成本。通用电气公司燃料喷嘴就是一个很好的例子。
•精密公差和精细功能:提高配合度和功能,使公差超过典型注塑或CNC零件的公差。典型的小而精确的聚合物部件更适合添加,而不是减法。
•低批量生产:通过直接打印零件或打印高热模具来避免或推迟注塑模具的高固定成本。
•上市时间:更快地推出产品,并快速整合反馈,以加速创新。
打印检查表之前
当确定一个零件或设计以利用增材制造时,首先回答这些问题很重要。
需要考虑的问题:
•是否有适合应用的材料?
•它是否适合构建体积?
•是否有任何小于200μm(0.2mm)的特征/墙壁?
•是否有悬挑?
•任何关键表面是否需要支撑?
•是否存在树脂无法逸出的区域?
选择材质
一旦您确定了要打印的零件,下一步就是为您的零件选择合适的材料。查看Stratasys Origin One材料组合和每种材料的物理财产,选择最适合您的应用
各种材料需要特定的打印机设置。通常,刚性材料可以处理比软质材料更薄的墙壁,并且需要更少的支撑。
Stratasys Origin One具有高度可配置性,具有许多可修改的设置。例如,长由软材料制成的薄部件可能需要更长的曝光延迟,用户可以很容易地相应地修改打印机的设置。
材料分类
描述
功能
独特的打印注意事项
刚性材料
刚性材料通常具有最高的生坯强度,因此它们在打印过程中变得机械坚固,并且还可以更快地打印。
•刚度
•强度
•韧性
•热阻
刚性材料实现最小的特征尺寸,最大的悬挑,以及最大的细节,最小的细节支架。
坚韧的材料
坚韧的材料介于刚性和弹性体。具有中等模量和伸长率增加,这些材料显示高冲击强度。
•强度
•韧性
•适度的灵活性
•中等伸长率
坚韧的材料需要适度支持悬挑,但仍然
能够实现精细化细节
弹性材料
弹性体具有弹性高度灵活。灵活的这些材料的性质需要最多的支持以及最慢的打印速度。
•高伸长率
•高度灵活
•弹性
弹性体需要悬挑上的大部分支撑和高部件,以确保几何精度和零件质量
构建体积
您的零件需要放入构建信封中,才能作为一个零件打印出来。Stratasys Origin One的构建体积为192 x 108 x 370毫米。这个零件在首选方向上的边界框必须位于体积,以便在Stratasys Origin One上打印。
方向与打印时间
Stratasys Origin One上的打印时间主要取决于材料和零件在Z方向上的高度。几何图形在印刷中不太重要与其他添加剂技术相比。
零件方向
零件方向将以多种方式直接影响最终零件,因此设计零件和准备印刷品时需要考虑的重要事项。
•调整零件的方向,使其处于稳定的方向。
•确保零件粘附在构建头上。有没有平坦的表面
可以放置在构建头上吗?如果没有,是否有足够的表面积附着在构建头上?
•哪些表面需要无支撑?
•是否有需要较少支撑的方向(以减少材料浪费和劳动力)?
方向与表面质量
Stratasys Origin One能够高精度打印零件,小巧的功能和漂亮的表面处理。表面方向可能会影响表面光洁度差异很小,但可能很重要,具体取决于在您的用例中。
最好的表面是与建筑直接平行打印的平面头显然,这并没有给设计自由留下太多空间。这个第二好的表面质量是弯曲或平坦的部分构建头(不是垂直的平面)。大多数的大多数表面零件将属于这一类。最具挑战性的表面方向是平坦的表面垂直于构建头,因为你会注意到Z方向。
表面光洁度设计
如果一个表面必须最大限度地光滑,那么获得光滑表面的最佳方法是使其与构建头保持水平(平行)。另一种选择是减少层厚度。较薄的层会产生更好的表面光洁度,但打印时间会增加。任何以一定角度打印的零件都会显示出细微的层线。朝向构建头的曲面将比远离构建头的表面看起来更平滑。
支撑注意事项
自下而上的光聚合物系统的性质需要支撑一些几何形状,例如悬挑、岛和底切。
支撑是可拆卸的一次性结构,可稳定悬垂等特征,以及任何不受零件几何形状本身支撑的特征。工程师和设计师可以通过创建可以直接粘附到构建板上的平面或通过创建自支撑的几何形状来减少所需的支撑量。
对于某些几何形状,所有树脂打印机都需要支架,以确保打印的所有特征都附着在构建头上,并且在打印过程中不会断裂或变形。
主要问题
•我的零件是否需要支撑?
•我的支持策略是什么?
•关键表面是否有支撑?
•支架的高度是多少?更高的支架需要更厚。
•材料是什么?生坯强度较低的材料需要更多支撑。
什么是悬挑?
悬挑是由部件本身支撑的部件上的特征,只有一侧。水平悬挑垂直于建筑头部,没有支撑它的部件特征,就像T。有角度的悬挑是类似的,但部分是自支撑的,就像Y形臂。
什么是桥?
桥接是一种端部支撑但在中间不支撑的功能。桥梁可能比水平悬挑更长,但可能会随着跨度变得太大。
什么是岛?
孤岛是一种完全不受支撑的功能。打印时到达岛屿的第一层,新暴露的岛屿区域将在分离过程中没有任何东西可以拉起,它会粘在上面玻璃,导致打印失败。
我的零件需要支撑吗?
•在首选方向上,是否会有较大的悬挑或岛屿?
»如果是这样,您将需要支撑这些功能。
•是否有一个可以对着构建头定向的平面?
»如果没有,则需要支撑整个零件。
我的撑会是什么样子?
•如果悬垂长度超过约3毫米。
•可能需要支撑成角度的悬挑,具体取决于角度以及长度。
»较浅的角度更可能需要支撑。
›坡度大于约30°的倾斜特征通常是自支撑的。
»更长的悬挑更可能需要支撑。
•您始终需要支持孤岛功能。
•您需要支撑跨度大于10mm的桥梁。
•所有这些指南都取决于材料。
如何修改我的设计以减少或消除对支撑的需求?
•添加圆角、倒角或加强筋,使几何结构自我支撑。
•最小化水平表面/特征的长度,或以一定角度进行设计。
•删除不必要的功能。
精细功能打印注意事项
同样,打印具有小特征的零件的能力,如我们的挑战零件上显示的结构,在很大程度上取决于零件的材料、方向和几何形状。此外,请记住Stratasys Origin One的XY分辨率为50μm,Z分辨率可由用户配置。
最小通孔尺寸:0.2mm
在大多数添加剂技术中,小孔可能具有挑战性。对于还原聚合工艺来说,这是一个特别重要的考虑因素,因为可能会发生过度固化并部分填补缺口。打印垂直于构建头的孔将获得最准确和最小的孔。
- 分类: 教育训练
- 发布时间:2023-04-25 11:25
- 访问量:
概述
Origin One的可编程光聚合(P3)工艺能够在没有支撑、精细特征和大横截面的情况下打印困难的几何形状,具有与注塑成型相当的优异表面质量。然而,与传统的制造工艺一样,也有一些指导方针可以带来最高的产量、最佳的质量和减少的劳动力。幸运地熟悉的传统技术,如圆角、添加肋和定向,在很大程度上有助于减少所需的牺牲支撑的数量提高生产吞吐量。本设计指南旨在帮助读者了解Stratasys Origin One的功能,选择用于增材生产的候选零件,并学习如何在Origin One上设计增材零件以获得最佳吞吐量和质量。
3D打印技术的常见类型不同的打印过程将基于添加技术进行独特的设计考虑正在使用。Origin One的工艺属于还原光聚合类别。如果您熟悉立体光刻(SLA)或数字光加工(DLP)打印机,许多相同的设计原理将适用于Origin One的可编程光聚合(P3)工艺。

|
技术 |
说明 |
|
|
几种类型的3D打印利用热塑性粉末SLS利用激光能量将粉末烧结成固体部件。MJF使用印刷活页夹暂时熔化粉末,随后将其烧结成最终零件 |
|
|
这项技术被称为熔融沉积建模(FDM)或熔融长丝制造(FFF),从一卷热塑性长丝开始,并沿着由每个切片的几何形状决定的工具路径选择性地挤出。 |
|
|
SLA和DLP是树脂3D打印的两个主要类别。两者都通过利用光聚合光聚合物树脂将液体转化为固体。SLA使用跟踪每个切片的激光,而DLP使用投影仪同时曝光整个切片。 |


它的工作原理
Stratasys Origin One的P3流程精确地协调光线、温度和其他条件,实时自动优化打印,以获得最佳效果。一旦3D模型被发送到打印机将光聚合物暴露于来自UV投影仪的光。紫外线投影仪在构建头区域显示一种光模式。暴露的液态聚合物硬化,然后构建板移动,使树脂在硬化层下方流动。然后,将液体聚合物再次暴露于光下。重复该过程,直到3D模型完成。
P3将树脂转化为高度交联的热固性部件。零件在印刷过程中几乎完全聚合。后处理包括移除任何支撑物,在溶剂中清洁零件几分钟,然后在单独的紫外线固化系统下固化零件几分钟。
Stratasys Origin One功能
Stratasys Origin One的工艺能够以优异的表面质量打印出高度详细的特征。播放材质和几何图形时作为一个重要的角色,我们成功打印的功能在右侧的模型上突出显示。最小特征尺寸和工艺限制为高度依赖于几何形状。特征尺寸、工艺限制和打印设置也取决于材质。
Stratasys Origin One相对于其他添加剂技术的优势生产
最小支撑:高生坯强度材料在印刷过程中几乎完全固化,与其他还原聚合相比,所需支撑更少技术,降低整体劳动力和材料使用。
注塑表面质量:在打印过程中无需二次操作即可实现光滑的表面和细致的纹理。
几分钟后处理:高绿色强度,再加上P3,可在印刷过程中产生具有最高机械财产的各向同性零件。快速清洁和紫外线固化会产生最终使用的零件。
设计
卓越的精度:Stratasys Origin One的工艺可以对打印参数进行微调,以实现业界领先的精度生产具有50μm以下特性的材料。
处理困难的几何形状:生产其他添加技术难以解决的零件,包括具有精细功能或不受支持的模型垫圈,以及大型横截面应用,如模具。
材料
广泛的材料:使用弹性弹性体、耐热聚合物、生物相容性配方和其他高性能材料打印
来自我们的生态系统材料合作伙伴,包括巴斯夫、汉高和DSM。
控制您的供应链:直接与材料合作伙伴合作,为特定应用优化材料,并利用二次采购来避免供应中断。
为什么设计添加剂?
当对最终用途零件使用增材制造时,技术设计对于质量、功能和吞吐量,从而降低总体成本并增加可行的数量添加剂生产的应用。
如何为AM选择合适的零件
当考虑添加生产的最终用途零件时,值得花一些时间查看现有的生产零件,以确定打印零件可能具有成本效益和更高效的用例。一些一般考虑因素包括:
•定制和SKU变化:打印为用户、公司或特定客户群体(如汽车)定制的零件和产品连接器、鞋类或牙科产品。
•轻量化:通过网格结构和拓扑优化,延长产品寿命,减少材料使用、燃料和维护成本。通用电气公司燃料喷嘴就是一个很好的例子。
•精密公差和精细功能:提高配合度和功能,使公差超过典型注塑或CNC零件的公差。典型的小而精确的聚合物部件更适合添加,而不是减法。
•低批量生产:通过直接打印零件或打印高热模具来避免或推迟注塑模具的高固定成本。
•上市时间:更快地推出产品,并快速整合反馈,以加速创新。

打印检查表之前
当确定一个零件或设计以利用增材制造时,首先回答这些问题很重要。
需要考虑的问题:
•是否有适合应用的材料?
•它是否适合构建体积?
•是否有任何小于200μm(0.2mm)的特征/墙壁?
•是否有悬挑?
•任何关键表面是否需要支撑?
•是否存在树脂无法逸出的区域?


选择材质
一旦您确定了要打印的零件,下一步就是为您的零件选择合适的材料。查看Stratasys Origin One材料组合和每种材料的物理财产,选择最适合您的应用
各种材料需要特定的打印机设置。通常,刚性材料可以处理比软质材料更薄的墙壁,并且需要更少的支撑。
Stratasys Origin One具有高度可配置性,具有许多可修改的设置。例如,长由软材料制成的薄部件可能需要更长的曝光延迟,用户可以很容易地相应地修改打印机的设置。
|
材料分类
|
描述
|
功能
|
独特的打印注意事项 |
|
刚性材料 |
刚性材料通常具有最高的生坯强度,因此它们在打印过程中变得机械坚固,并且还可以更快地打印。 |
•刚度 •强度 •韧性 •热阻 |
刚性材料实现最小的特征尺寸,最大的悬挑,以及最大的细节,最小的细节支架。 |
|
坚韧的材料 |
坚韧的材料介于刚性和弹性体。具有中等模量和伸长率增加,这些材料显示高冲击强度。 |
•强度 •韧性 •适度的灵活性 •中等伸长率 |
坚韧的材料需要适度支持悬挑,但仍然 能够实现精细化细节 |
|
弹性材料 |
弹性体具有弹性高度灵活。灵活的这些材料的性质需要最多的支持以及最慢的打印速度。 |
•高伸长率 •高度灵活 •弹性 |
弹性体需要悬挑上的大部分支撑和高部件,以确保几何精度和零件质量 |
构建体积
您的零件需要放入构建信封中,才能作为一个零件打印出来。Stratasys Origin One的构建体积为192 x 108 x 370毫米。这个零件在首选方向上的边界框必须位于体积,以便在Stratasys Origin One上打印。
方向与打印时间
Stratasys Origin One上的打印时间主要取决于材料和零件在Z方向上的高度。几何图形在印刷中不太重要与其他添加剂技术相比。
零件方向
零件方向将以多种方式直接影响最终零件,因此设计零件和准备印刷品时需要考虑的重要事项。
•调整零件的方向,使其处于稳定的方向。
•确保零件粘附在构建头上。有没有平坦的表面
可以放置在构建头上吗?如果没有,是否有足够的表面积附着在构建头上?
•哪些表面需要无支撑?
•是否有需要较少支撑的方向(以减少材料浪费和劳动力)?
方向与表面质量
Stratasys Origin One能够高精度打印零件,小巧的功能和漂亮的表面处理。表面方向可能会影响表面光洁度差异很小,但可能很重要,具体取决于在您的用例中。
最好的表面是与建筑直接平行打印的平面头显然,这并没有给设计自由留下太多空间。这个第二好的表面质量是弯曲或平坦的部分构建头(不是垂直的平面)。大多数的大多数表面零件将属于这一类。最具挑战性的表面方向是平坦的表面垂直于构建头,因为你会注意到Z方向。
表面光洁度设计
如果一个表面必须最大限度地光滑,那么获得光滑表面的最佳方法是使其与构建头保持水平(平行)。另一种选择是减少层厚度。较薄的层会产生更好的表面光洁度,但打印时间会增加。任何以一定角度打印的零件都会显示出细微的层线。朝向构建头的曲面将比远离构建头的表面看起来更平滑。
支撑注意事项
自下而上的光聚合物系统的性质需要支撑一些几何形状,例如悬挑、岛和底切。
支撑是可拆卸的一次性结构,可稳定悬垂等特征,以及任何不受零件几何形状本身支撑的特征。工程师和设计师可以通过创建可以直接粘附到构建板上的平面或通过创建自支撑的几何形状来减少所需的支撑量。
对于某些几何形状,所有树脂打印机都需要支架,以确保打印的所有特征都附着在构建头上,并且在打印过程中不会断裂或变形。
主要问题
•我的零件是否需要支撑?
•我的支持策略是什么?
•关键表面是否有支撑?
•支架的高度是多少?更高的支架需要更厚。
•材料是什么?生坯强度较低的材料需要更多支撑。
什么是悬挑?
悬挑是由部件本身支撑的部件上的特征,只有一侧。水平悬挑垂直于建筑头部,没有支撑它的部件特征,就像T。有角度的悬挑是类似的,但部分是自支撑的,就像Y形臂。
什么是桥?
桥接是一种端部支撑但在中间不支撑的功能。桥梁可能比水平悬挑更长,但可能会随着跨度变得太大。
什么是岛?
孤岛是一种完全不受支撑的功能。打印时到达岛屿的第一层,新暴露的岛屿区域将在分离过程中没有任何东西可以拉起,它会粘在上面玻璃,导致打印失败。
我的零件需要支撑吗?
•在首选方向上,是否会有较大的悬挑或岛屿?
»如果是这样,您将需要支撑这些功能。
•是否有一个可以对着构建头定向的平面?
»如果没有,则需要支撑整个零件。
我的撑会是什么样子?
•如果悬垂长度超过约3毫米。
•可能需要支撑成角度的悬挑,具体取决于角度以及长度。
»较浅的角度更可能需要支撑。
›坡度大于约30°的倾斜特征通常是自支撑的。
»更长的悬挑更可能需要支撑。
•您始终需要支持孤岛功能。
•您需要支撑跨度大于10mm的桥梁。
•所有这些指南都取决于材料。
如何修改我的设计以减少或消除对支撑的需求?
•添加圆角、倒角或加强筋,使几何结构自我支撑。
•最小化水平表面/特征的长度,或以一定角度进行设计。
•删除不必要的功能。
精细功能打印注意事项
同样,打印具有小特征的零件的能力,如我们的挑战零件上显示的结构,在很大程度上取决于零件的材料、方向和几何形状。此外,请记住Stratasys Origin One的XY分辨率为50μm,Z分辨率可由用户配置。
最小通孔尺寸:0.2mm
在大多数添加剂技术中,小孔可能具有挑战性。对于还原聚合工艺来说,这是一个特别重要的考虑因素,因为可能会发生过度固化并部分填补缺口。打印垂直于构建头的孔将获得最准确和最小的孔。
特征尺寸
特征尺寸高度取决于材料类型和外观比率通常,对于负特征尺寸,0.4mm是可以的,而正特征尺寸特征尺寸最大可达0.2mm。圆角、倒角、未圆角2mm
无支撑壁厚
不支持的壁厚取决于壁高、纵横比、打印方向以及材质类型。
最小值:0.25mm
建议:0.5mm
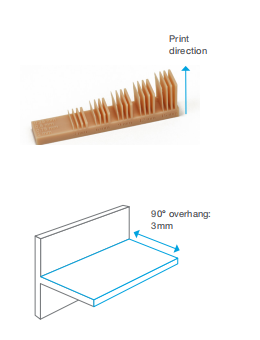
水平悬挑
当水平悬挑超过3mm时,通常需要支撑
对于大多数刚性材料而言,长度较长且角度浅于约30°。这是高度依赖于材料的。例如,如果你用弹性体打印,临界长度会更短,临界角度会更大。
悬挑
•取决于材料和暴露时间。
•1–2毫米通常是安全的,2–3毫米是可能的。
•成角度的悬挑可能更长。
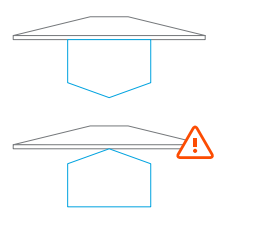
封闭的体积
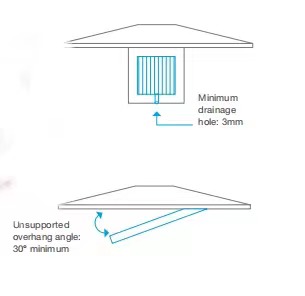
封闭的体积不允许树脂在印刷过程中逸出并且不会是有用的部分,因为未固化的树脂会被困在最后部分允许在所有具有封闭容积的零件上设置树脂排水孔。
斜角悬挑
最好将零件设计成悬垂角度大于30°;如果没有,你需要在较浅的功能上使用支撑。以小于这个角度打印会导致层不粘附,你会注意到剥落的效果。
成角度悬挑取决于:
•厚度
•纵横比
•角度
•材料
分离力和构建头附着力
分离力是许多添加剂技术中常见的,并且会发生在层之间,当构建板移动为新树脂流入暴露的构建区域让路时。
如果零件没有充分连接到构建板上,则零件可能在打印过程中损坏或脱落,因此附着足够的材料很重要在构建头上,以在打印期间支撑零件。
Stratasys Origin One使用了一种独特的专有分离机制,与允许用户轻松打印类似垫圈的几何形状和大横截面积(如模具)的类似技术相比,该机制大大减少了这些力。
清洁和后固化
在设计零件时,考虑清洁过程是很重要的。粘性树脂,如弹性体,将比粘度较低的树脂(如刚性材料)更难清洁。非常密集的晶格也很难清洁——从晶格核心去除树脂可能很困难(耗时)。
总结
•Stratasys Origin One能够生产具有与CNC加工和注塑相当的功能和表面质量的最终用途零件,同时利用添加剂制造业的设计能力。
•为增材制造进行设计有助于公司加快将增材引入其生产过程。取得成功的关键是退后一步,从系统级别重新检查零件,优化零件以实现轻量化、性能和吞吐量,从而开发出更具成本效益和吸引力的商业案例。

扫二维码用手机看
最新消息

 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号