



康明斯NS6天然气缸盖3D打印+铸造研发项目
 发布时间:2023/03/13
发布时间:2023/03/13
- 访问量:
【概要描述】 项目概述:此项目与河北北汽福田汽车零部件有限公司合作,共同对康明斯装机实验用的NS6天然气缸盖铸件进行开发,材质为高强度HT250,采用3D打印砂型+铸造+三维扫描检测的工艺路线,实现在不开模具的情况下针对快速样件毛坯进行制作,康硕集团主要承担工艺设计、砂型3D打印、砂型模具设计制作、三维扫描结果分析、数模调整等研发任务,经过前后共计五轮的浇注试制,解决了铸件气孔、尺寸、砂眼、断芯、铸件脉纹和粘砂等一系列铸造缺陷,为客户提供了合格的快速样件产品。
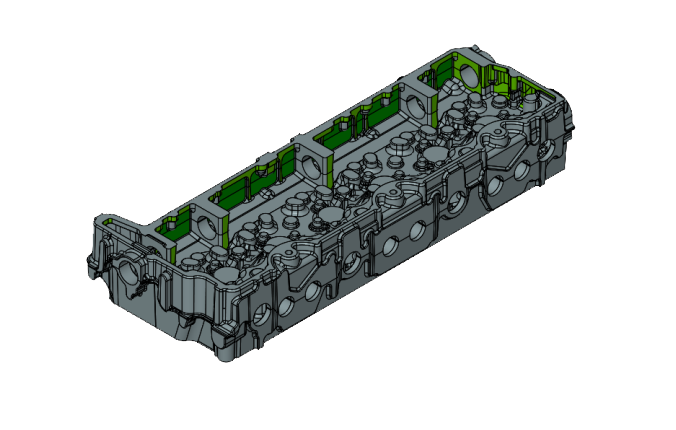
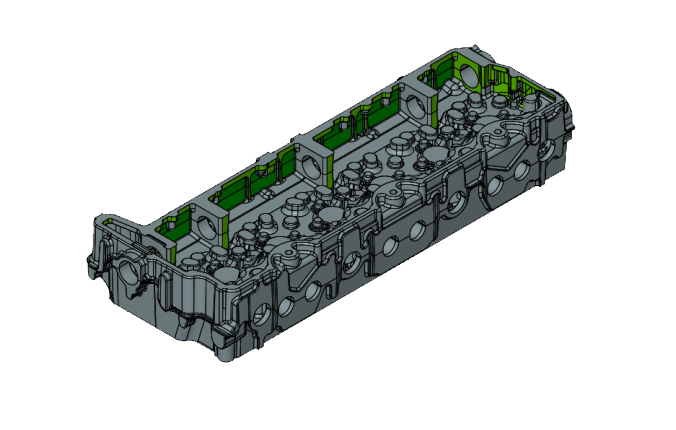
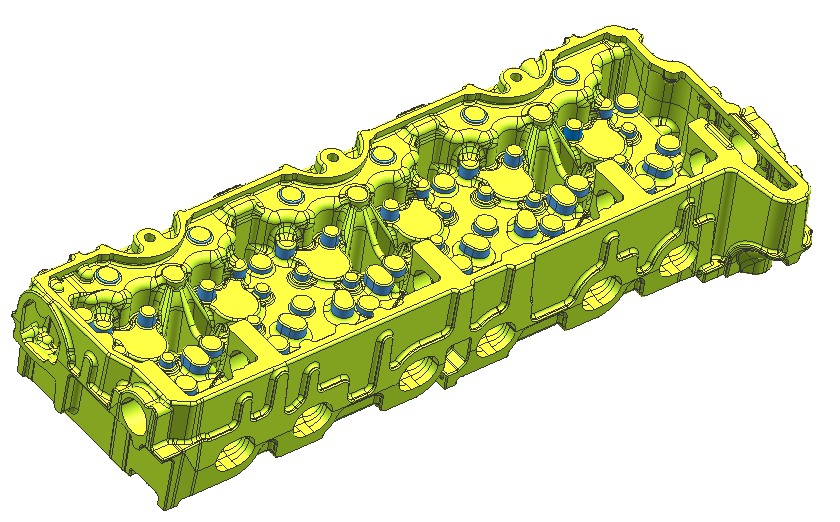
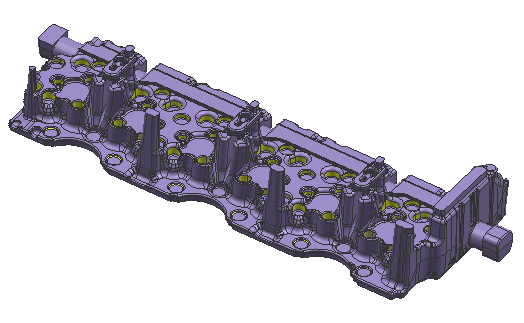
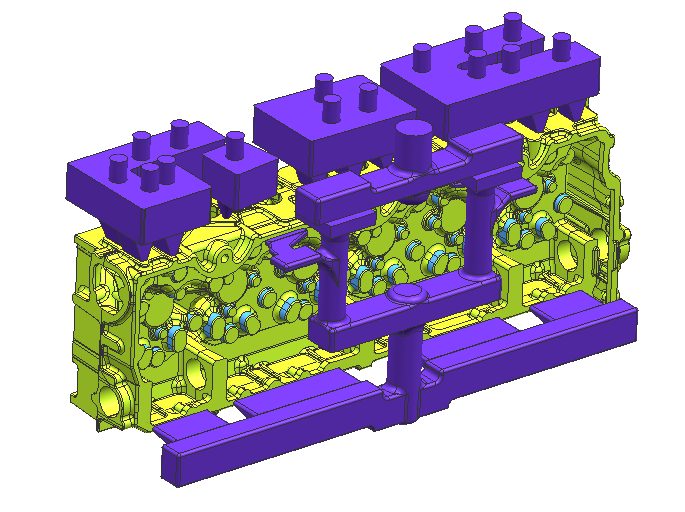
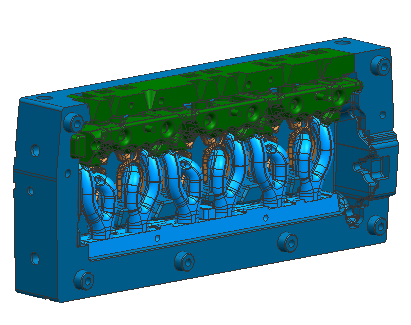
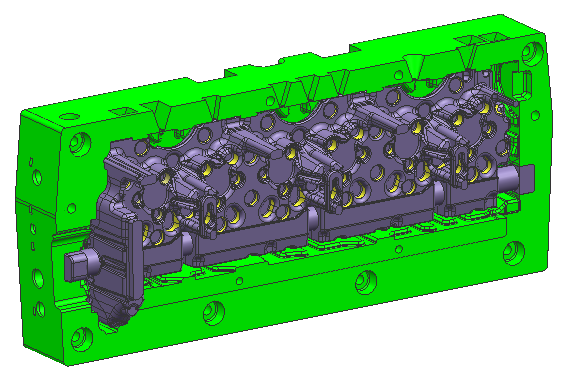
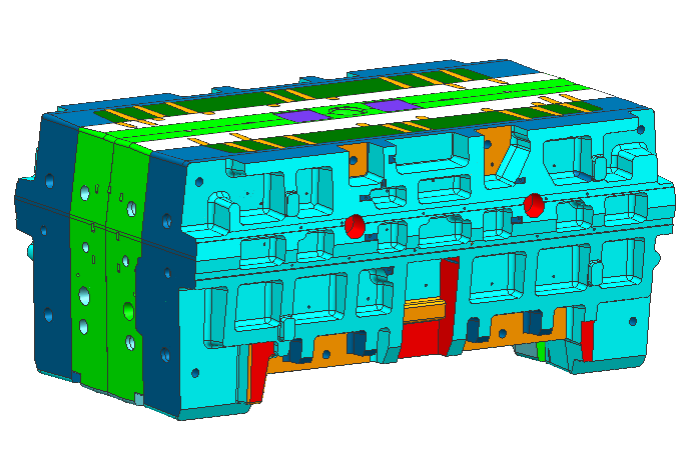
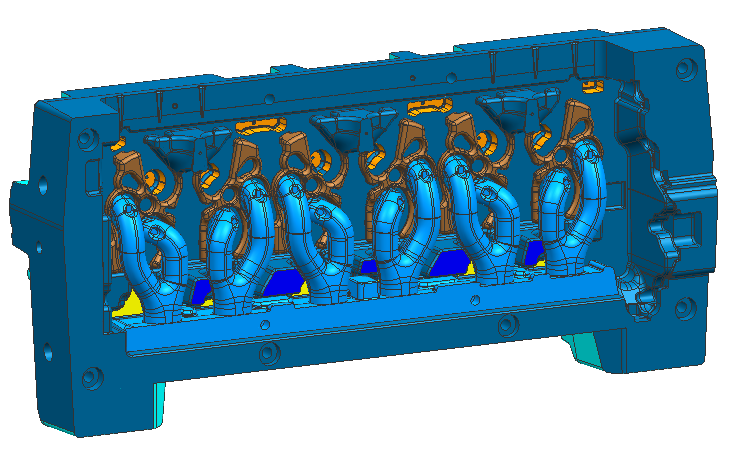
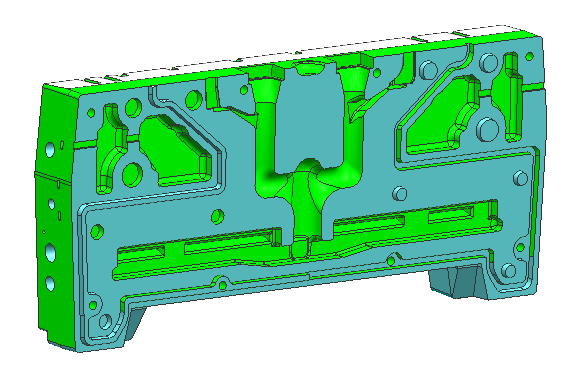
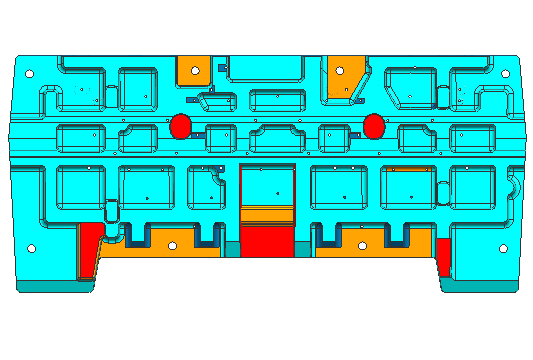
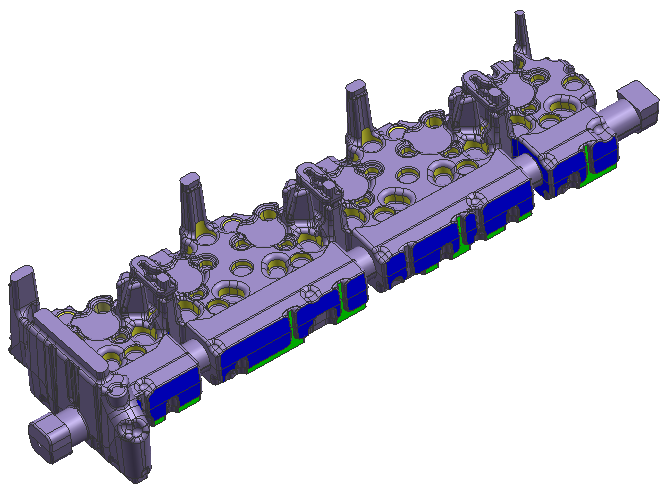
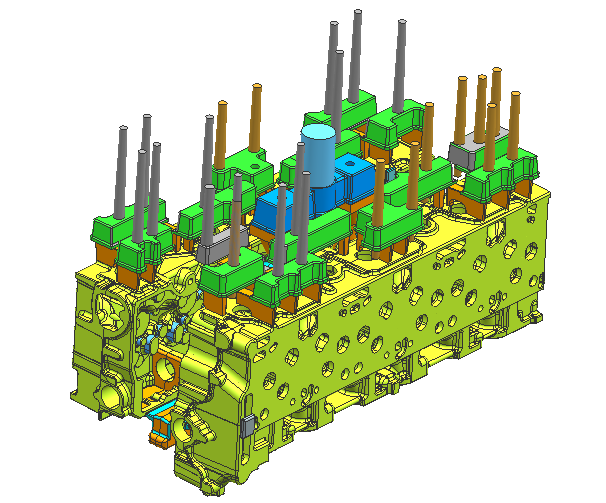
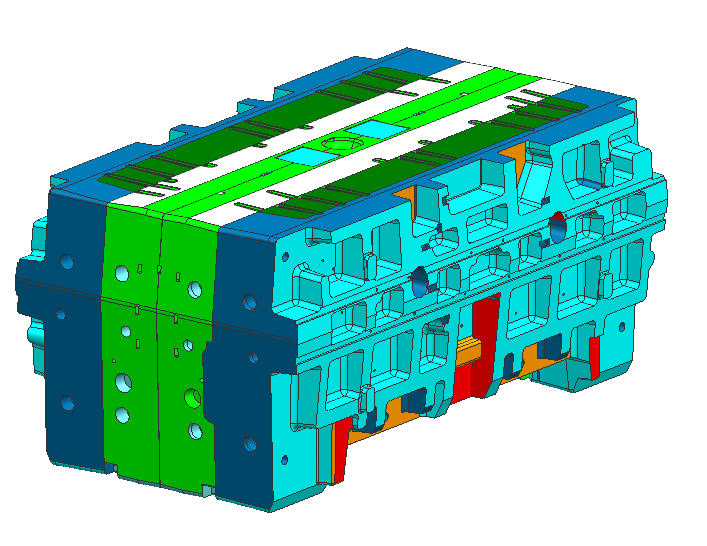
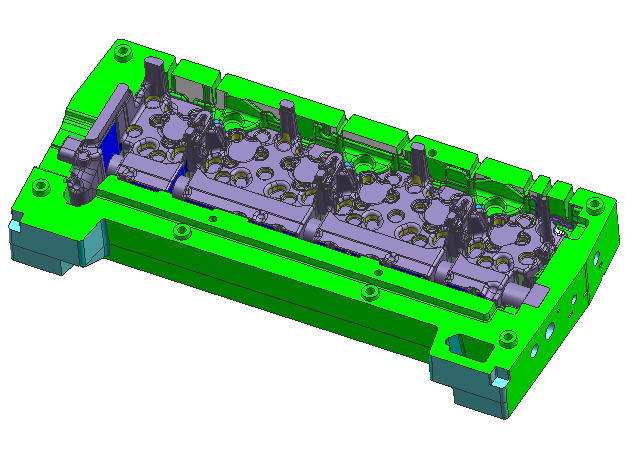
第一轮浇注-设计三维
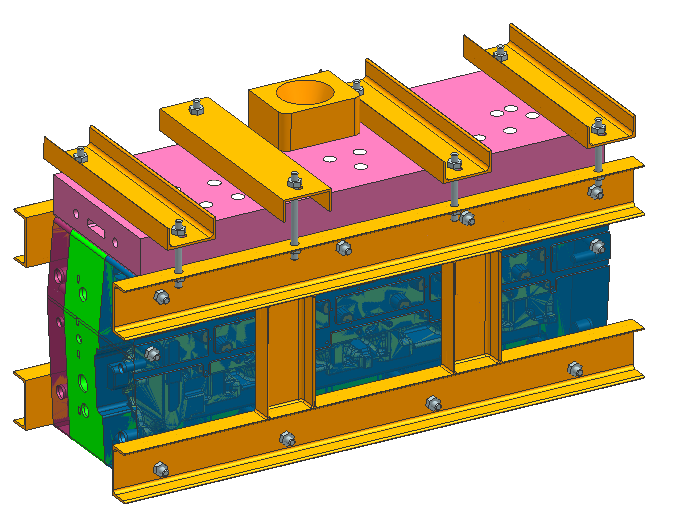
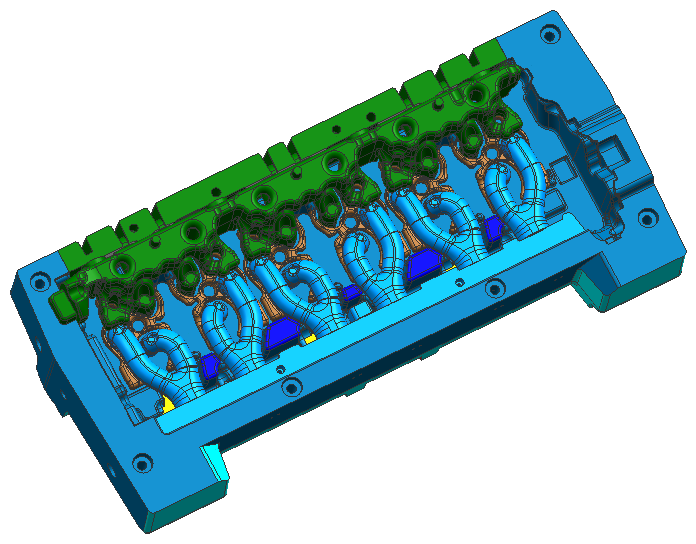
工艺
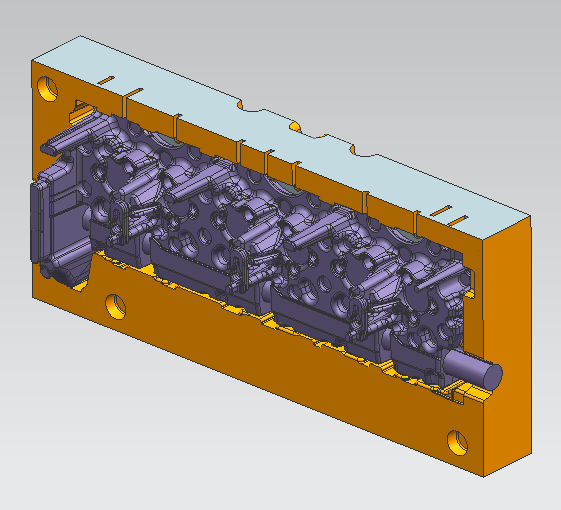
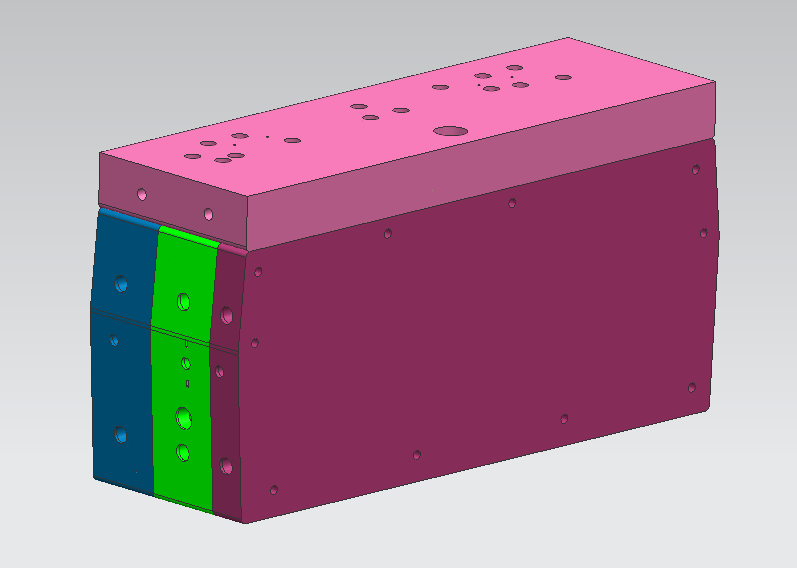
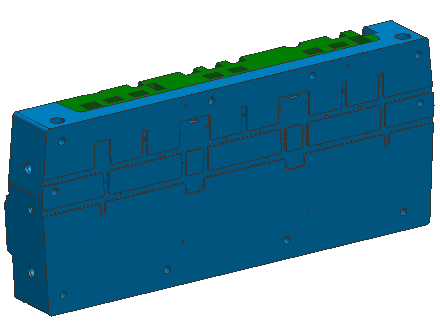
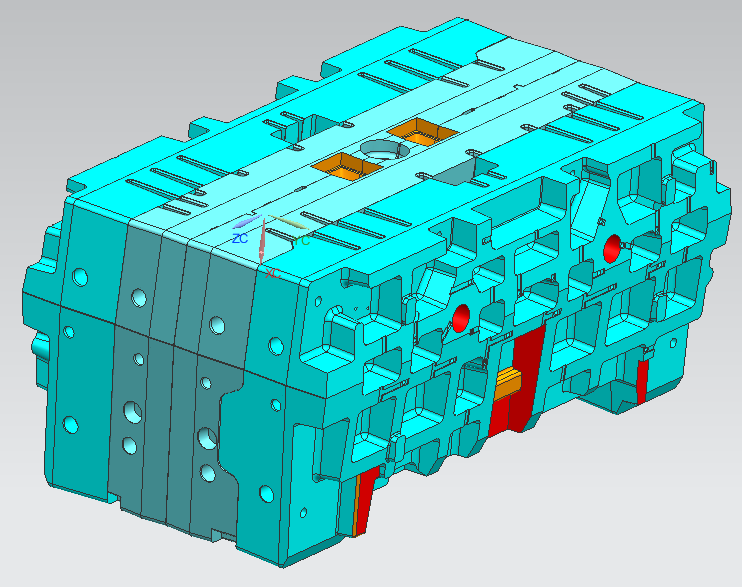
左砂型
右砂型
组型:收缩率整体1%
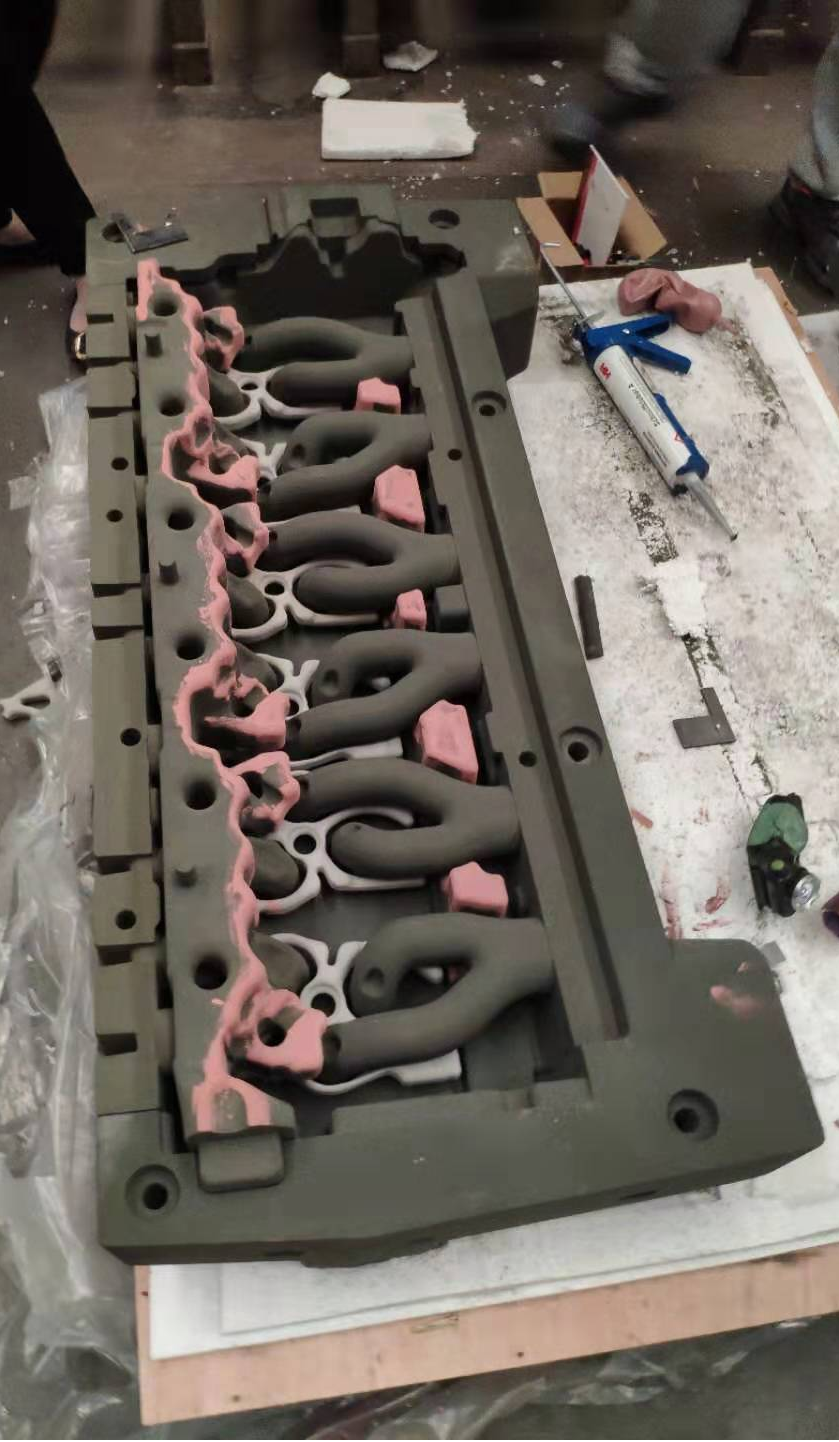
2、现场图片
组芯吊装
砂型烘烤: 砂型整体165℃烘烤2H
浇注现场:邓州浇注、浇注温度1450℃浇注时间:64s
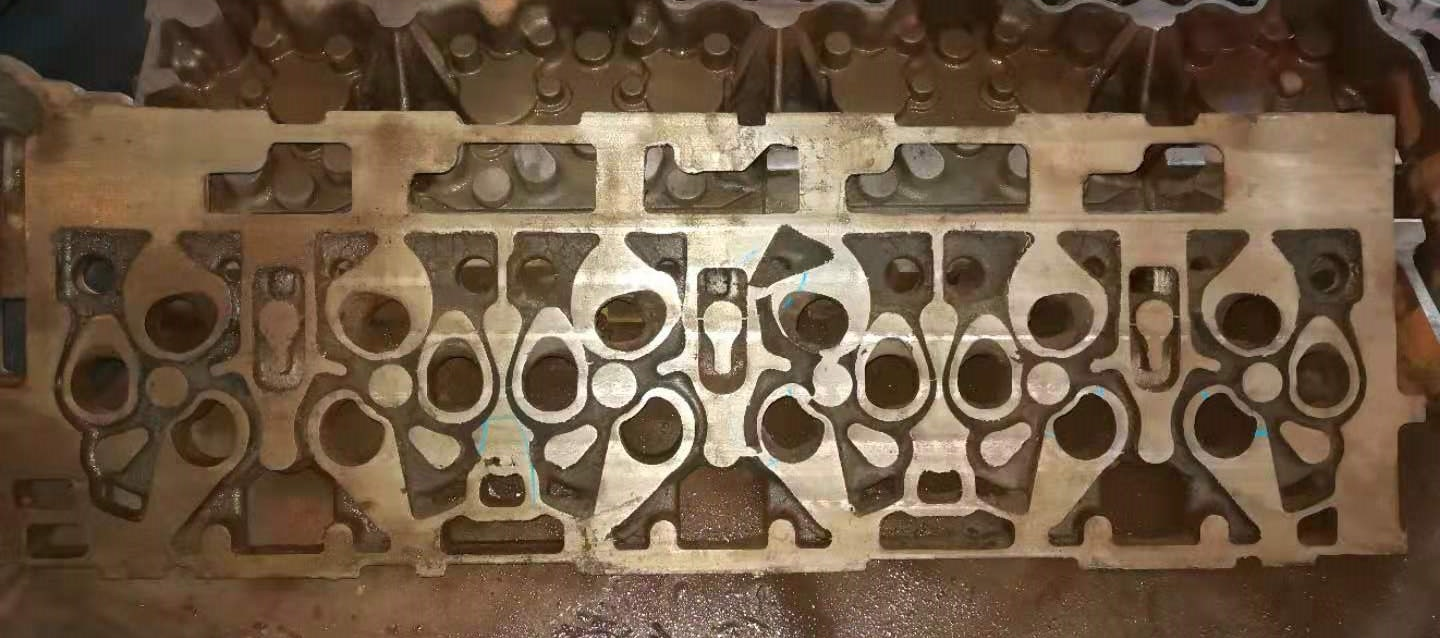
开箱:一次成型
3、出现的问题
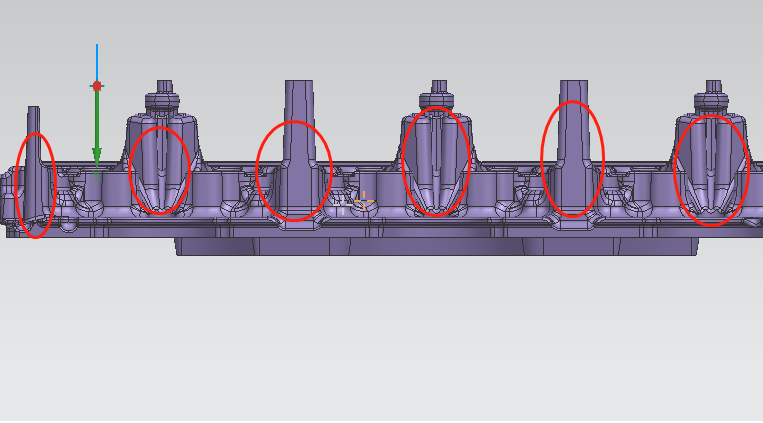
气孔
气孔
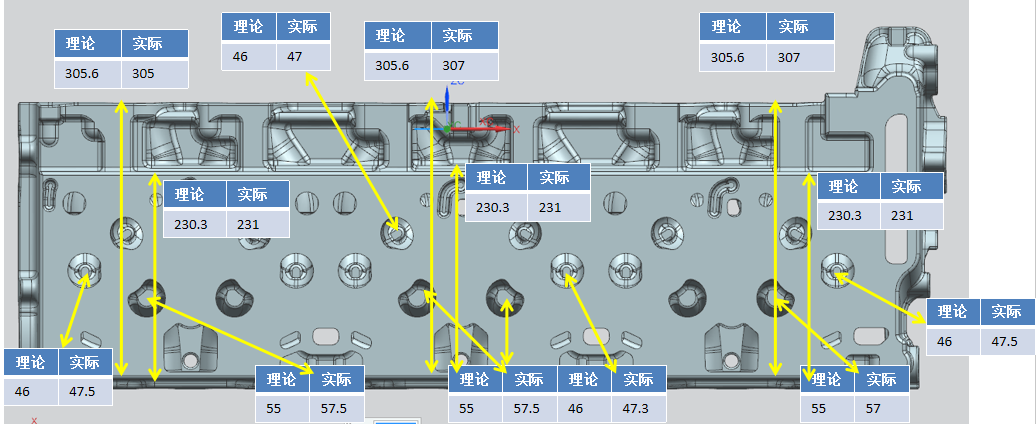
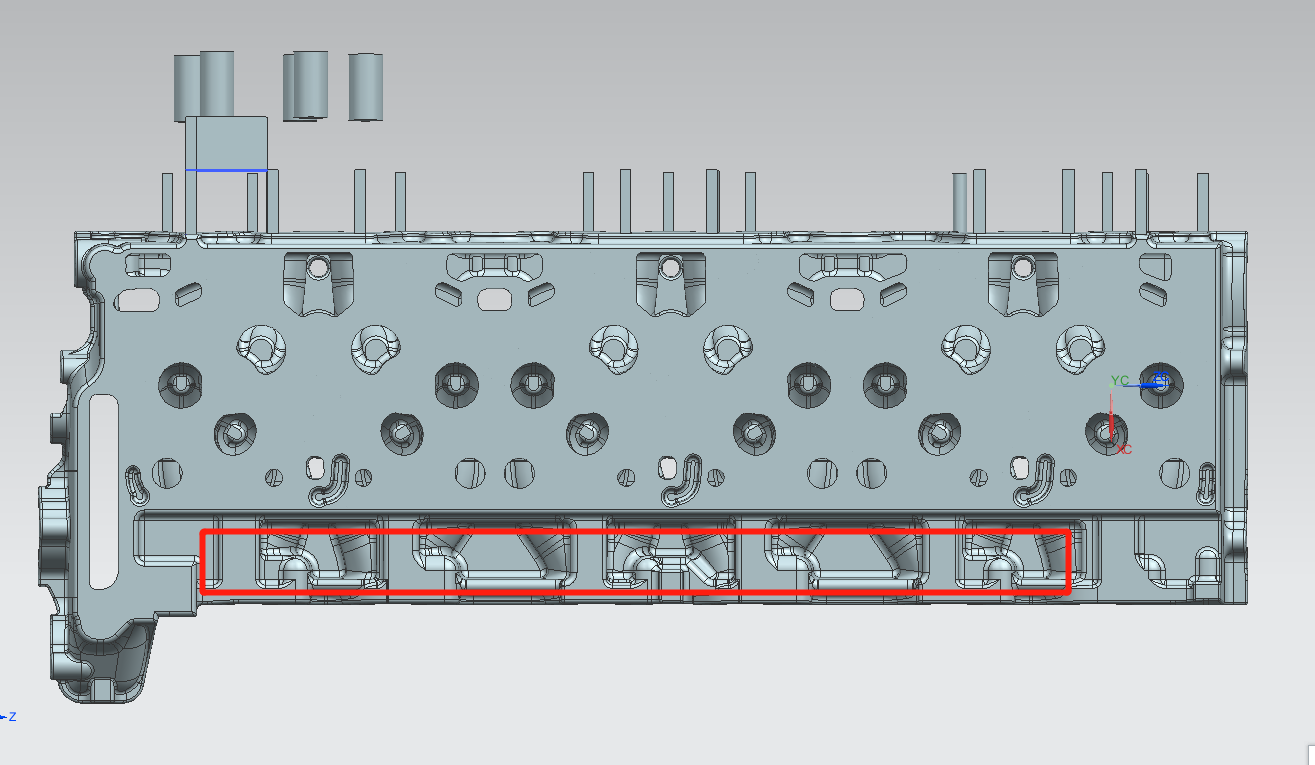
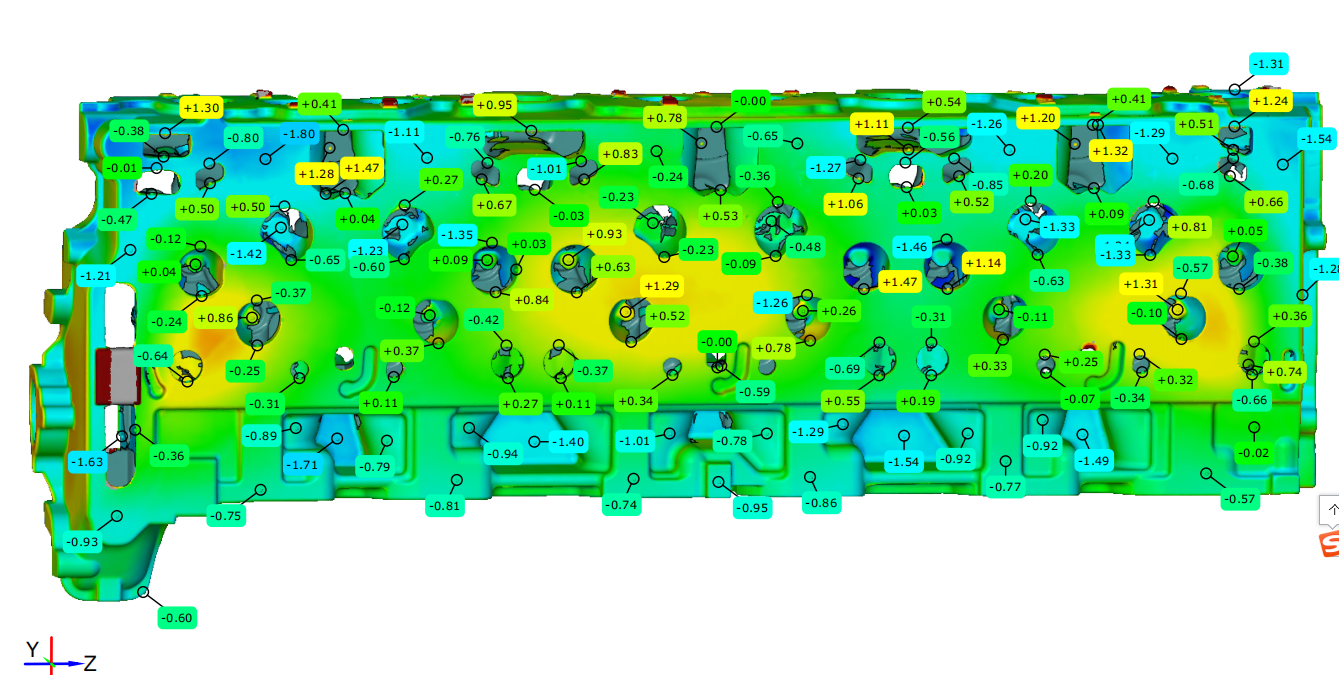
内腔、外形尺寸偏差
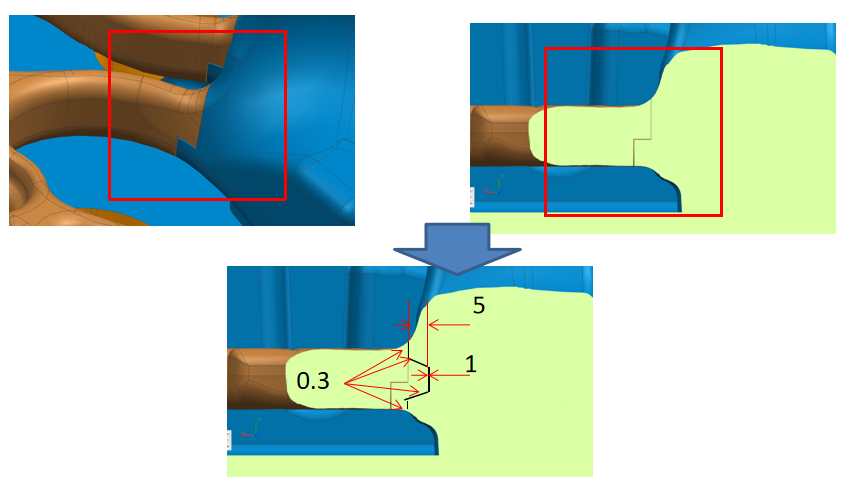
调整方案
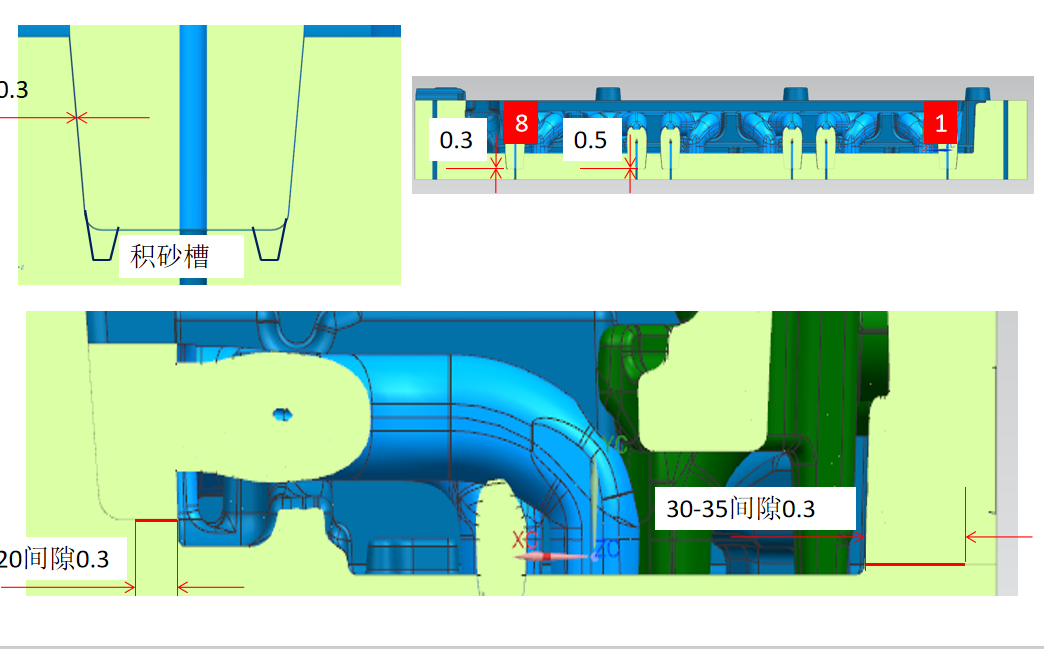
(1)增加芯头积砂槽、增加砂芯部分位置间隙
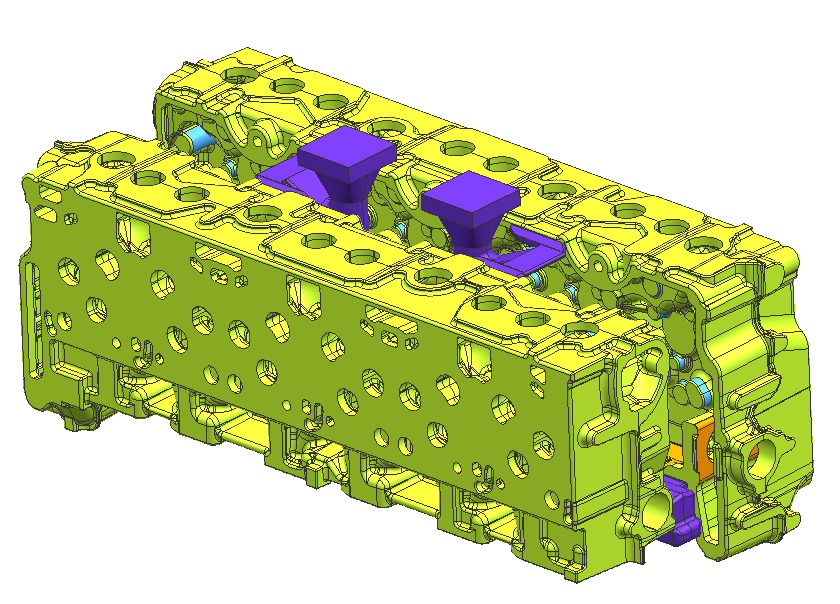
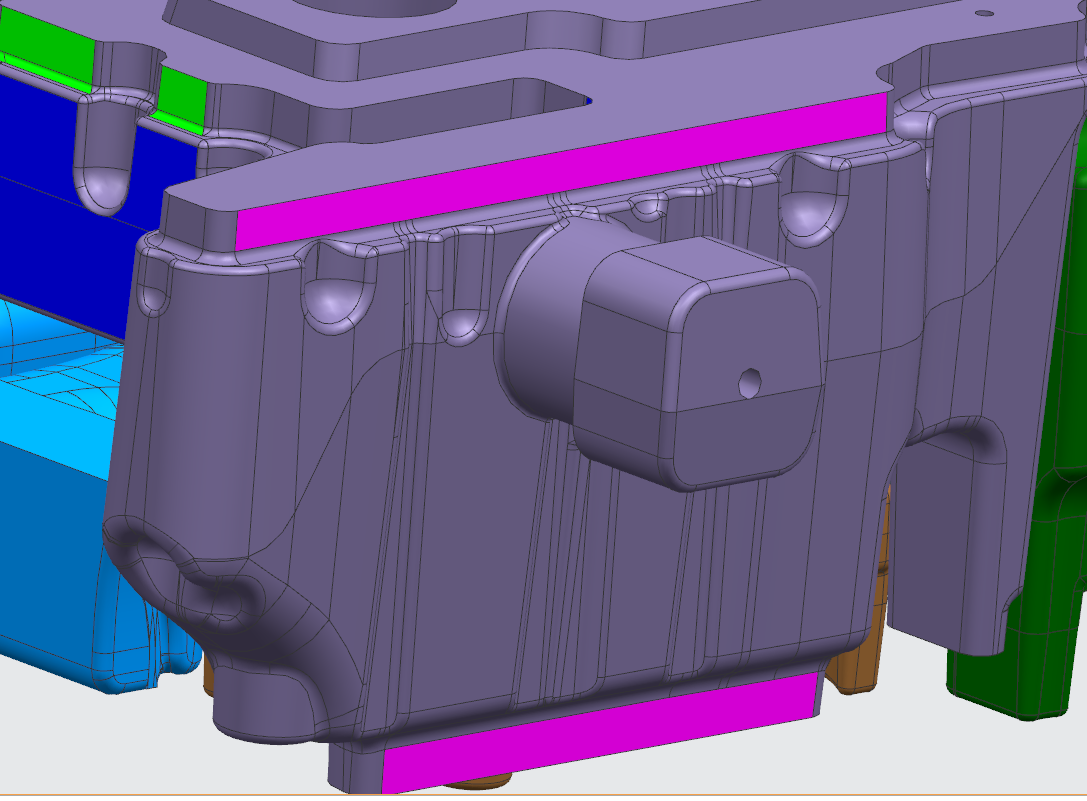
(2)增加浇口杯设计、紫色面补正1mm
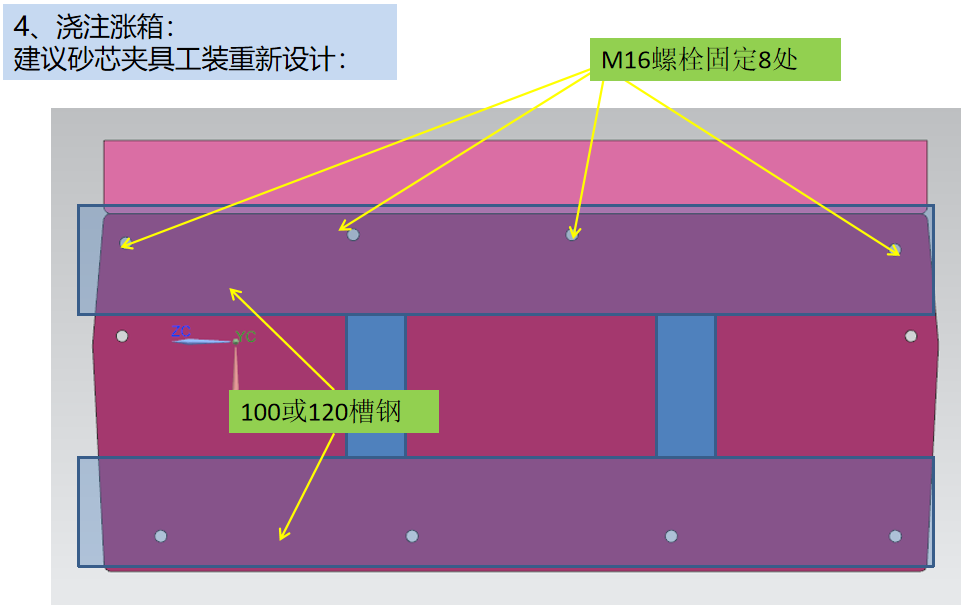
(3)锁紧工装、定位孔
(4)砂型外增加侧排气通道
(5)螺栓台出直径向外补正0.5mm
(6)外形缩放不变,砂芯缩放0.6%
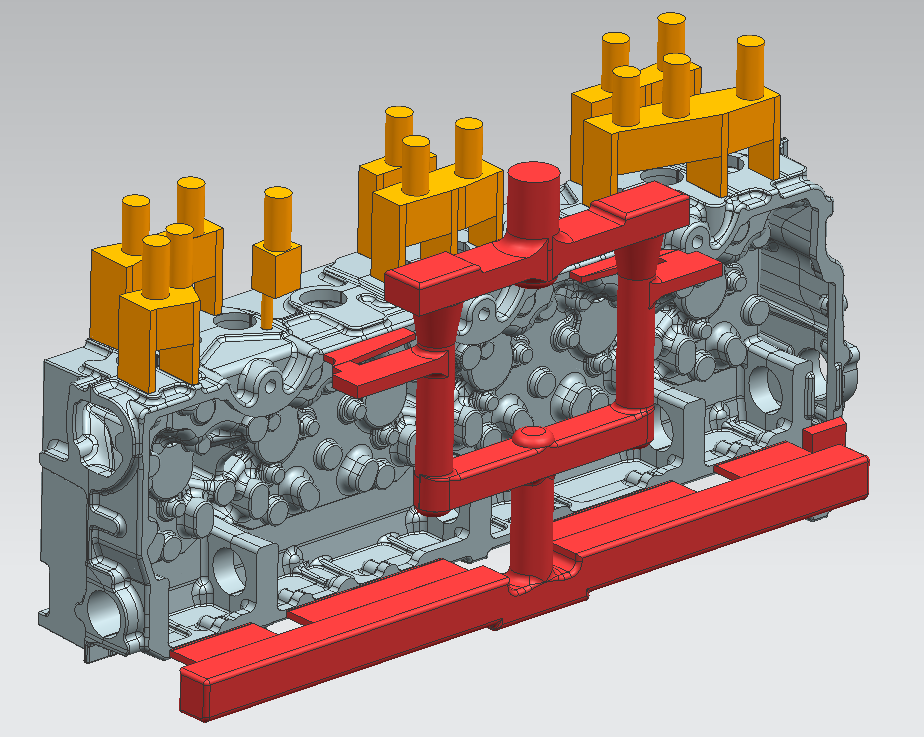
第二轮浇注-设计三维
工艺
左砂型:重新做了排气
右砂型
组型:收缩率:外型1%,芯子0.6%
2、现场图片
3D打印砂型砂芯
浇注现场:承德浇注、浇注温度1432℃浇注时间:51s
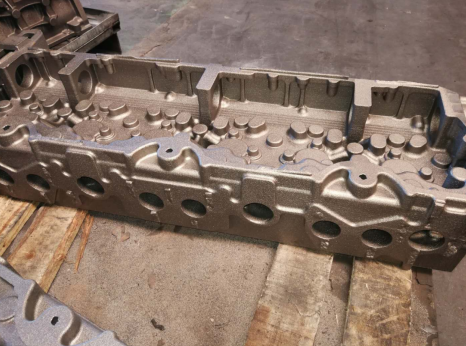
毛坯成型
抛丸后产品
3、出现的问题
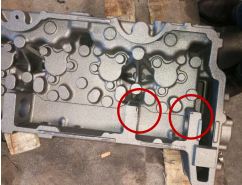
缺料
气孔
局部结构壁厚太薄
4、调整方案
(1)外形按照北汽福田现场模具架制作
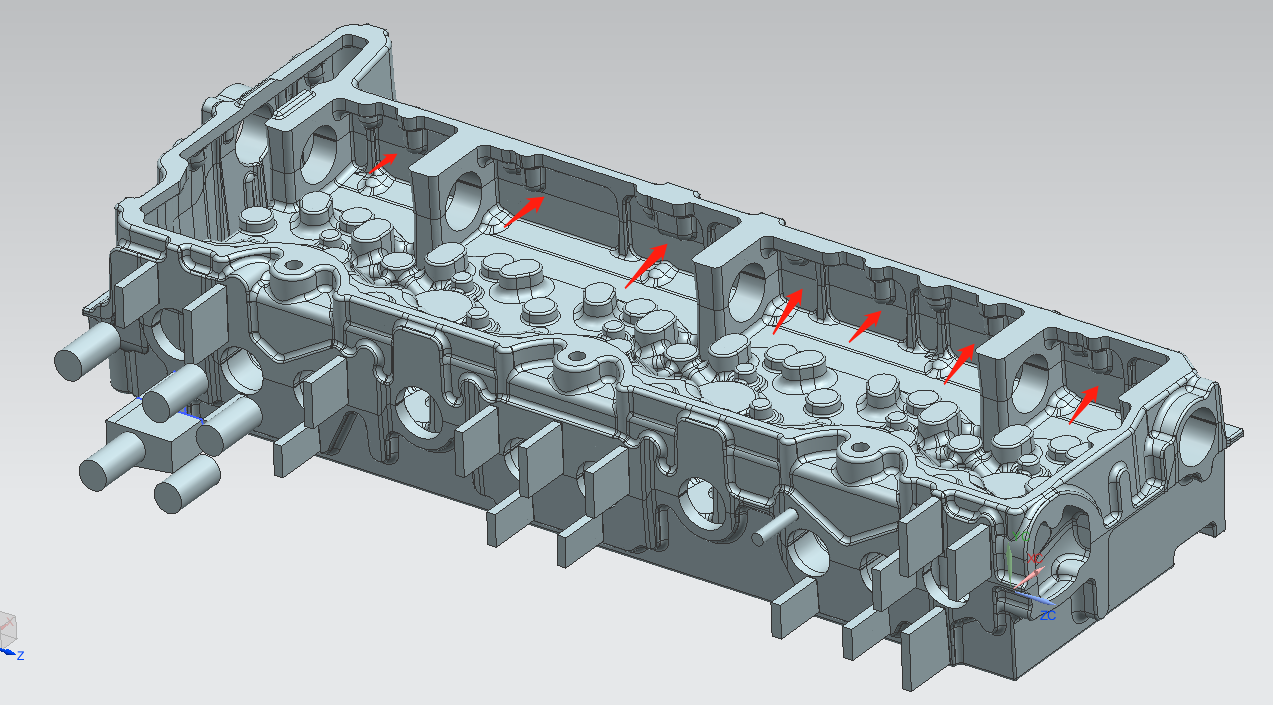
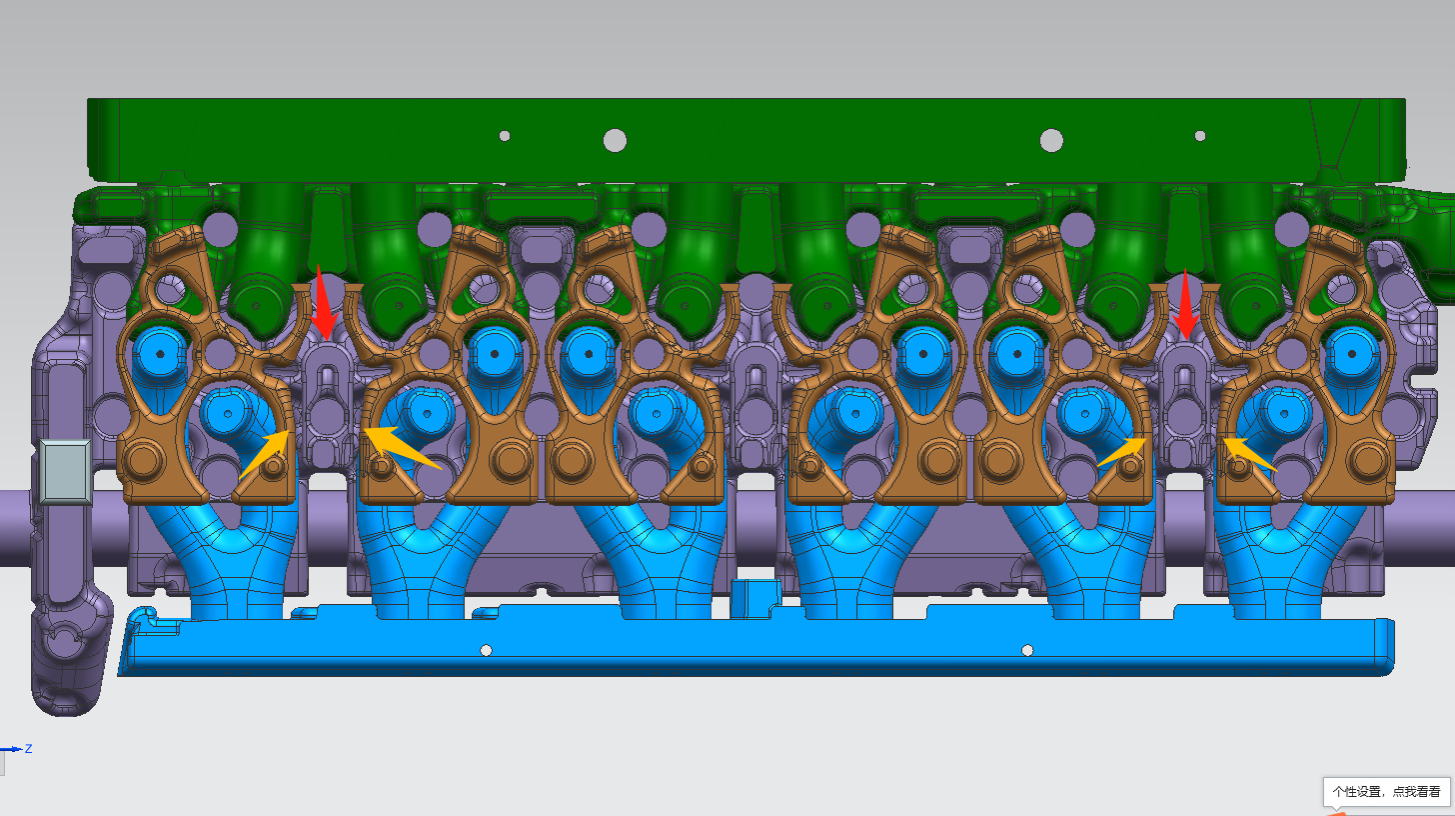
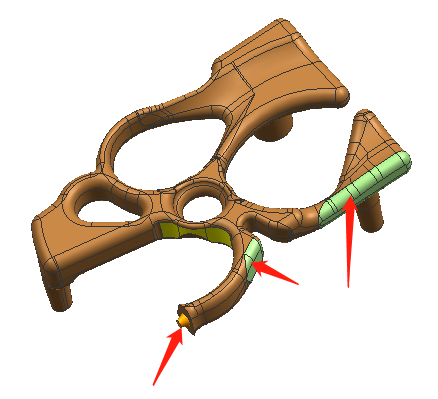
(2)红色箭头处,圆弧向内收缩2mm
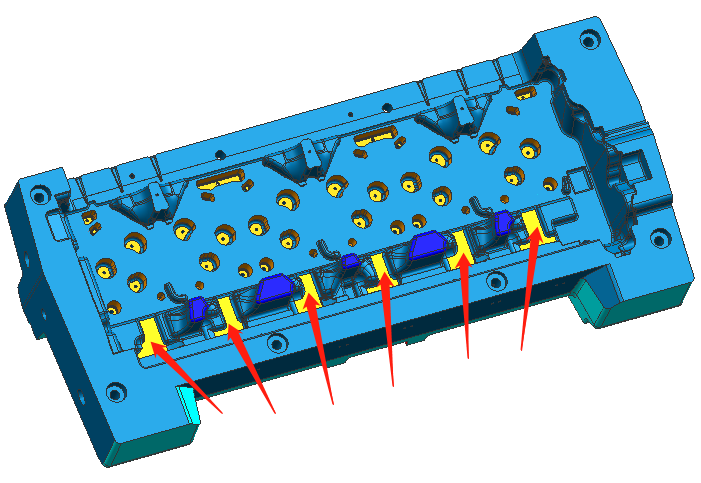
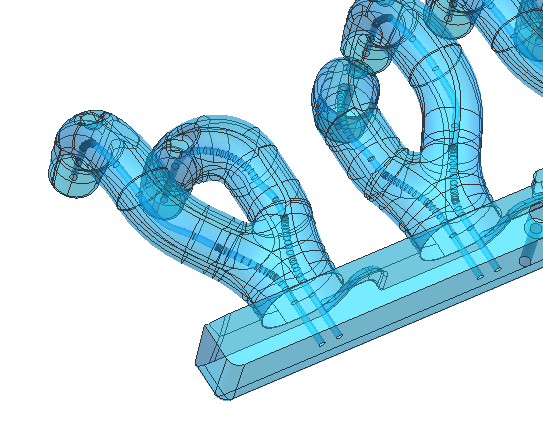
(3)箭头处开排气通孔,直径8mm,砂芯增加排气
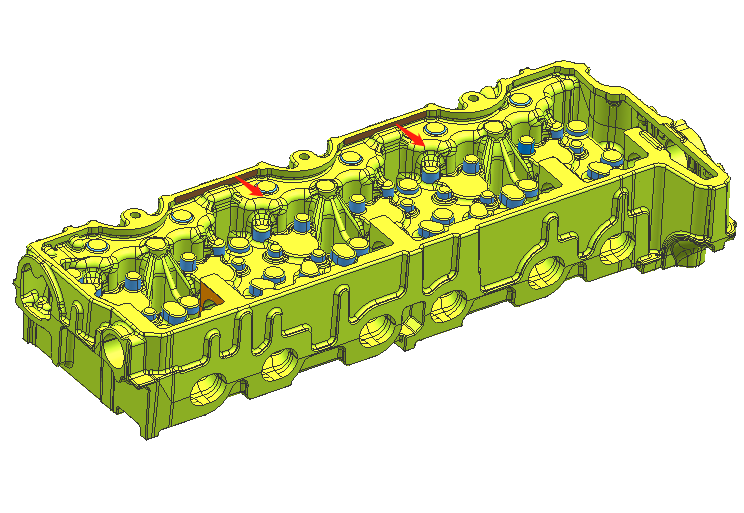
(4)上下两图,红色箭头处向外补正1mm
(5)红色方框内基准面向砂芯方向补正1mm
(6)箭头所指平面,向砂芯方向补正1mm
(7)芯头内部增加排气孔
(8)毛坯外部收缩比为1%,内部收缩比为0.8%
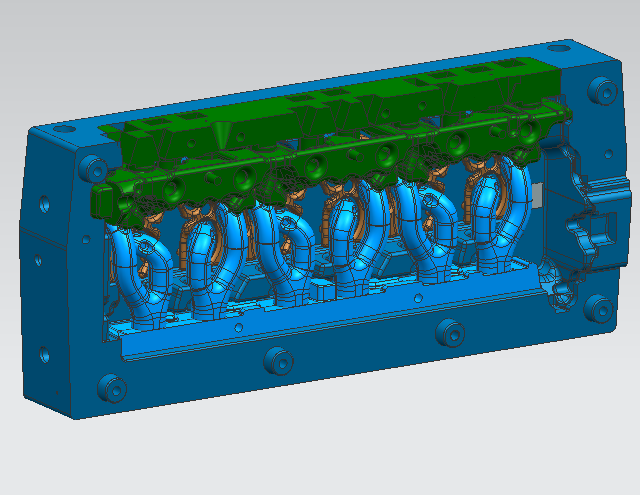
第三轮浇注-设计三维
工艺
左砂型
右砂型
组型:收缩率:外型1%,芯子0.8%
2、现场图片
3D打印砂型砂芯
跟随静压造型生产线浇注
随生产线浇注:浇注温度控制1420℃
抛丸后产品
3、出现的问题
飞边
脉纹
砂眼、断芯、局部结构壁厚较薄
4、调整方案
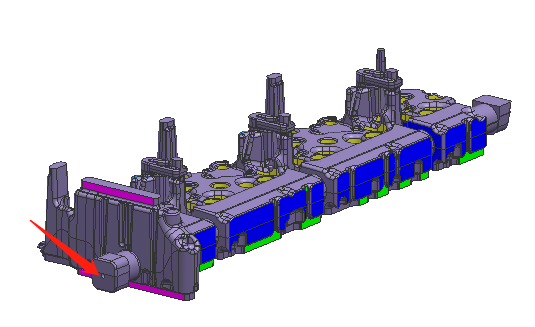
(1)背部机械手抓孔修改
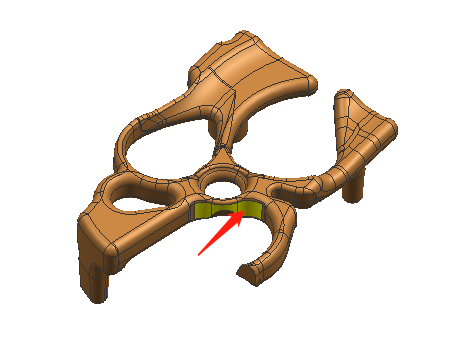
(2)黄色面下调0.8mm,紫色面修复圆角
(3)油道芯黄色面砂型向内1mm,解决壁薄问题
(4)铸件密封线部分向内偏置1mm
(5)圆角修复
第四轮浇注-设计三维
工艺
左砂型:
右砂型
组型:收缩率:外型1%,芯子0.8%
2、浇注现场
砂型开箱
砂型清理
型芯组装
型芯组装
组型现场
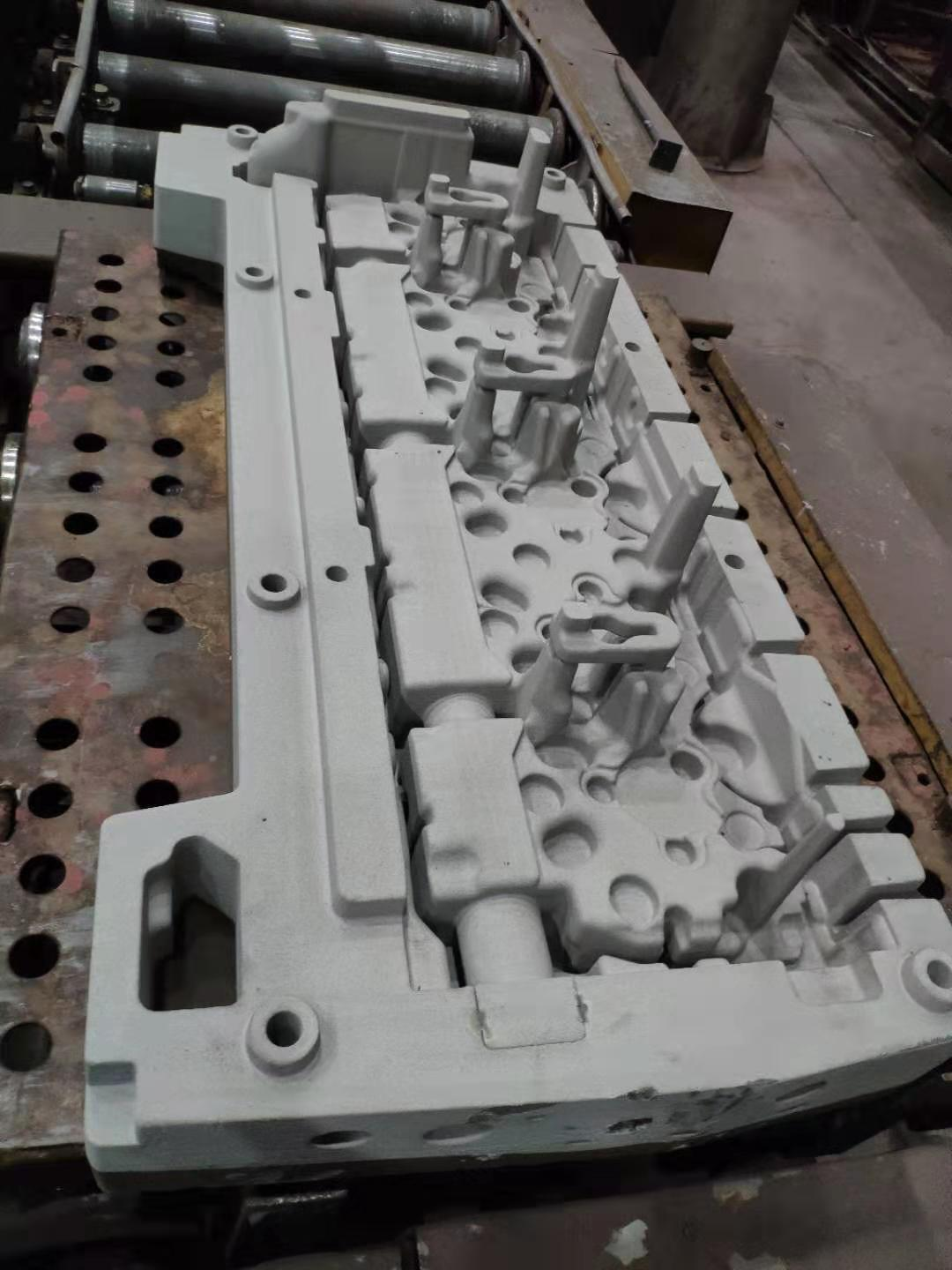
铸件毛坯
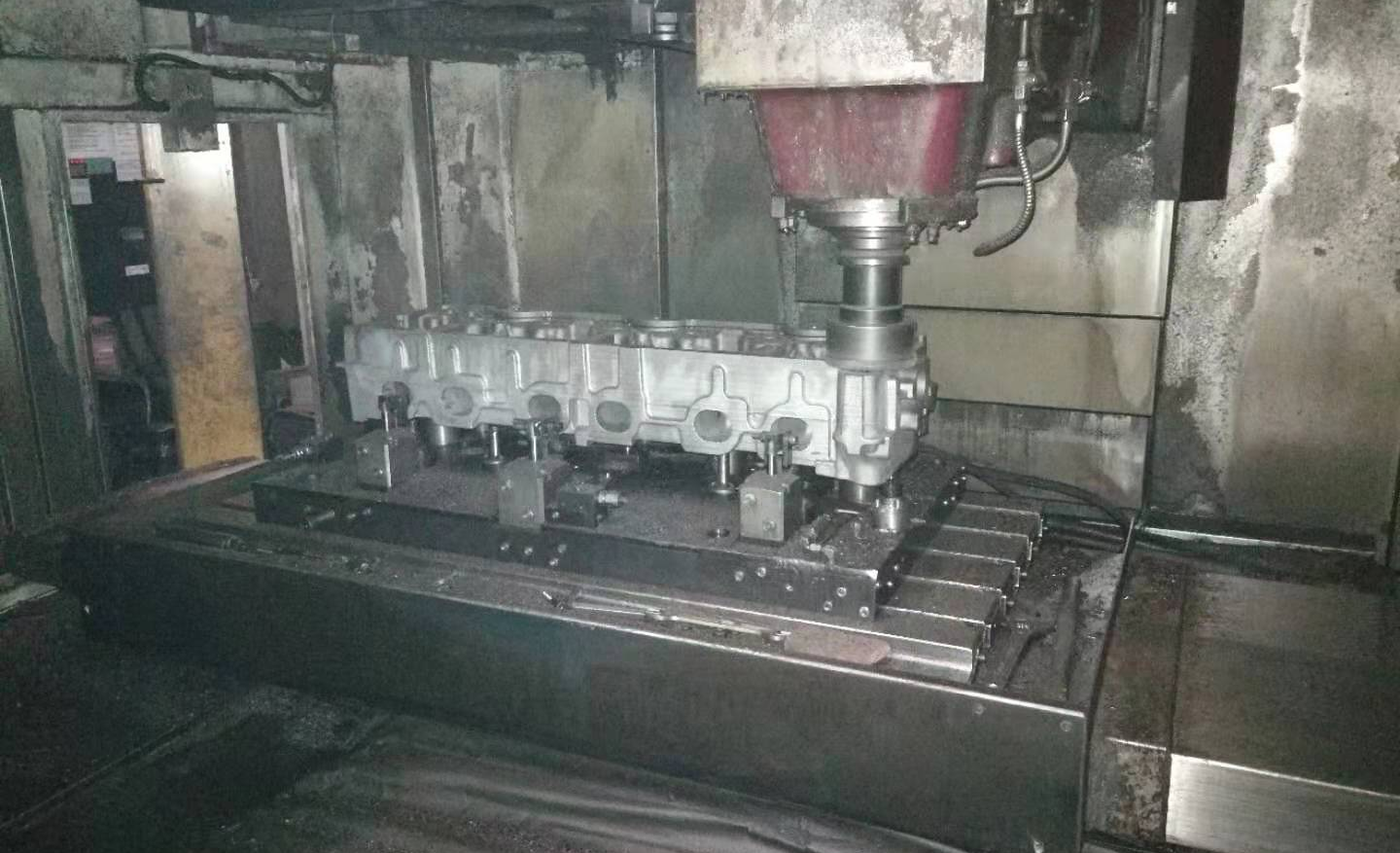
机加工
尺寸检测
出现的问题
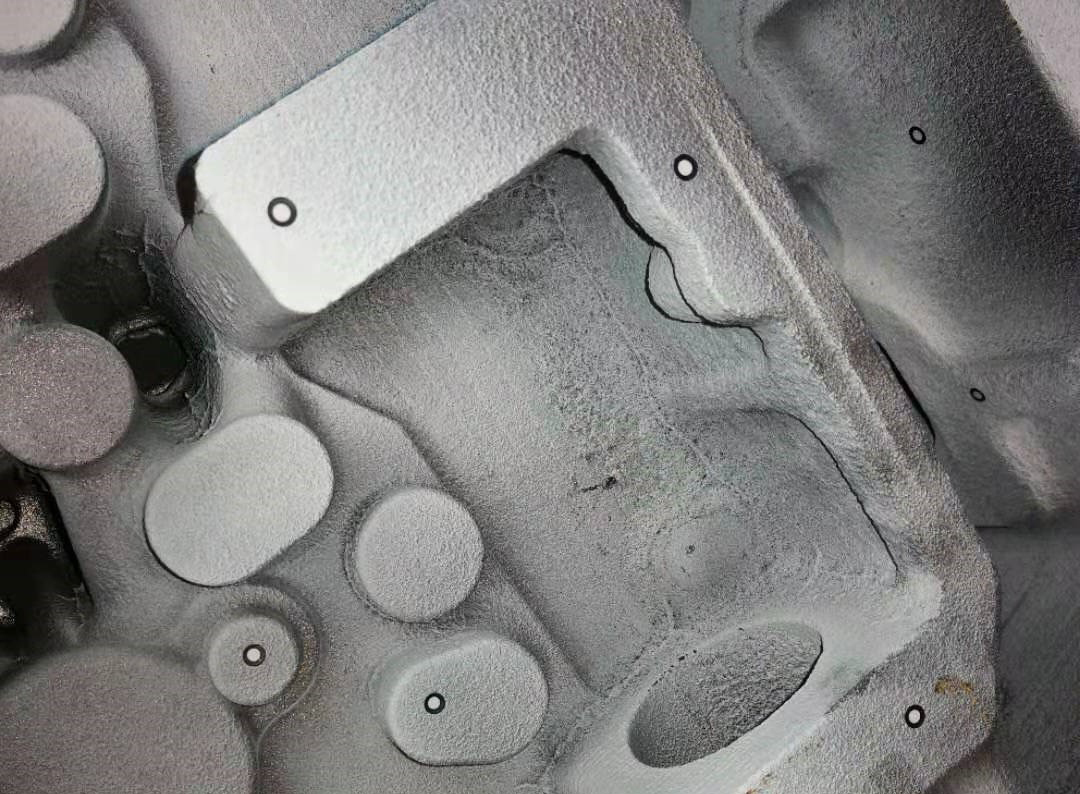
粘砂
脉纹
气道内部脉纹
调整方案:
(1)砂型整体浸涂涂料
(2)定位孔偏移
(3)更改芯头连接方式
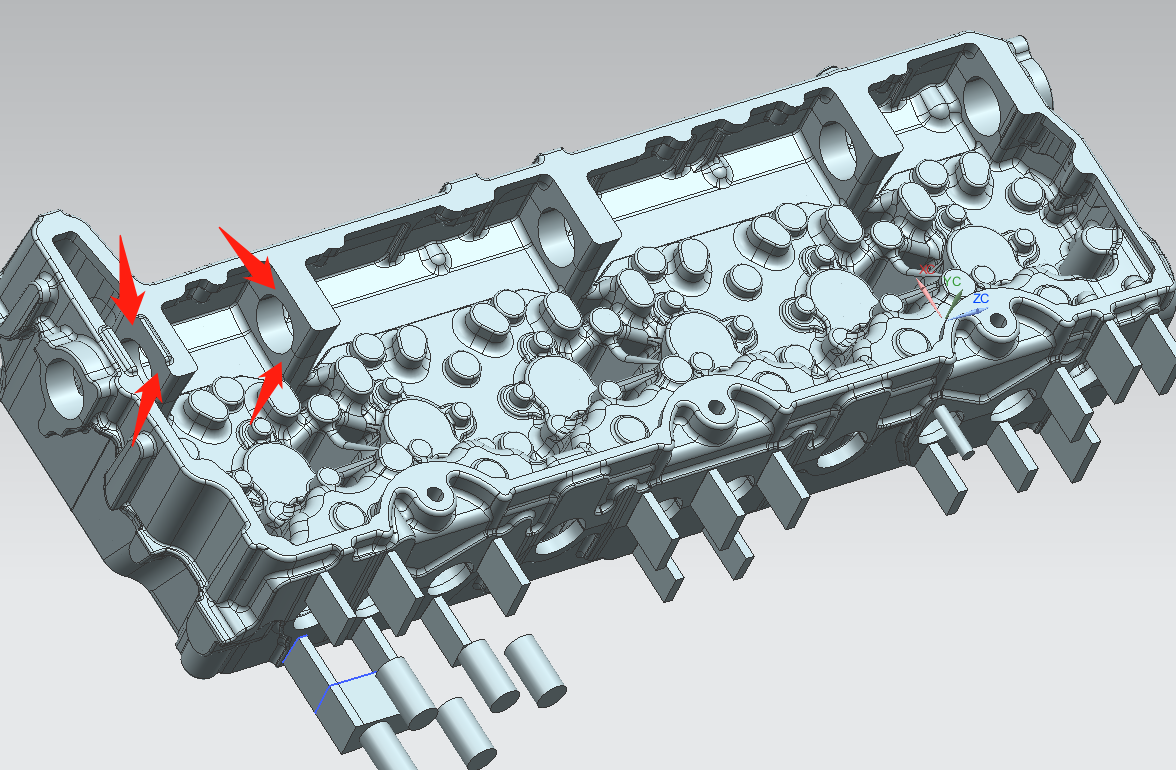
(4)按画白线加大了部分轮廓
(5)图中砂芯粉色面去材料,1毫米
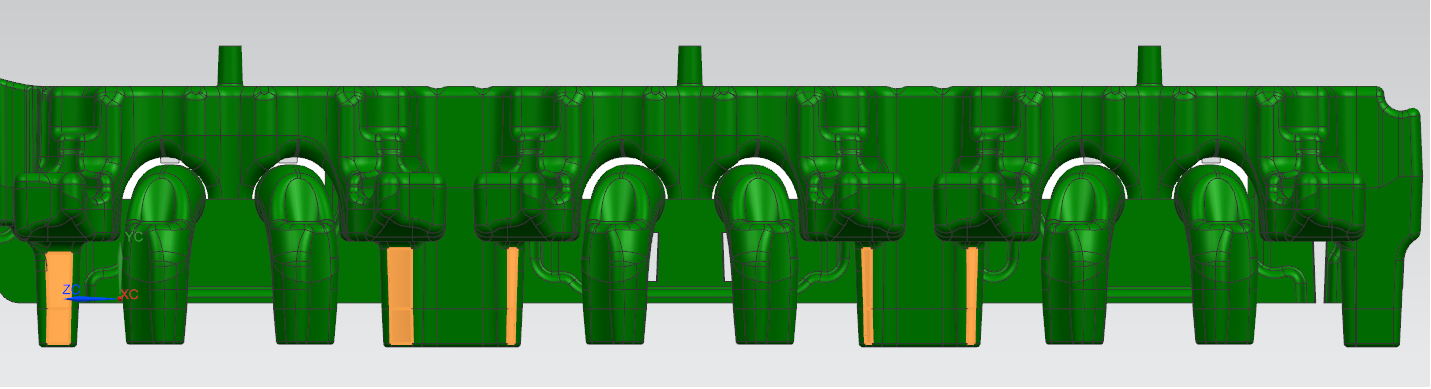
(6)图中上水套芯橙色标记位置砂芯去材料1毫米
(7)水套芯标记位置按标记尺寸去材料
(8)排气管优化
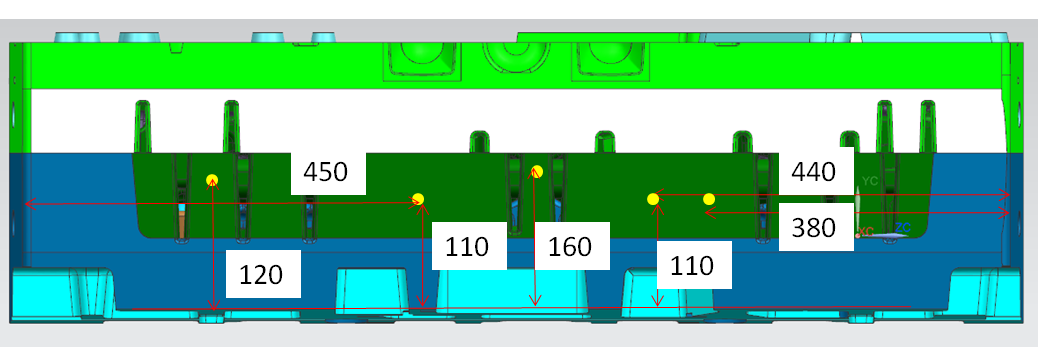
(9)按图示黄色圆点位置打孔
第五轮浇注-设计三维
左砂型
右砂型
组型:二分之一砂型左右对称
砂型打印排箱
2、现场图片
型芯组装浸涂
型芯组装浸涂
型芯组装
组型现场:跟随静压线自动浇注温度控制1415℃
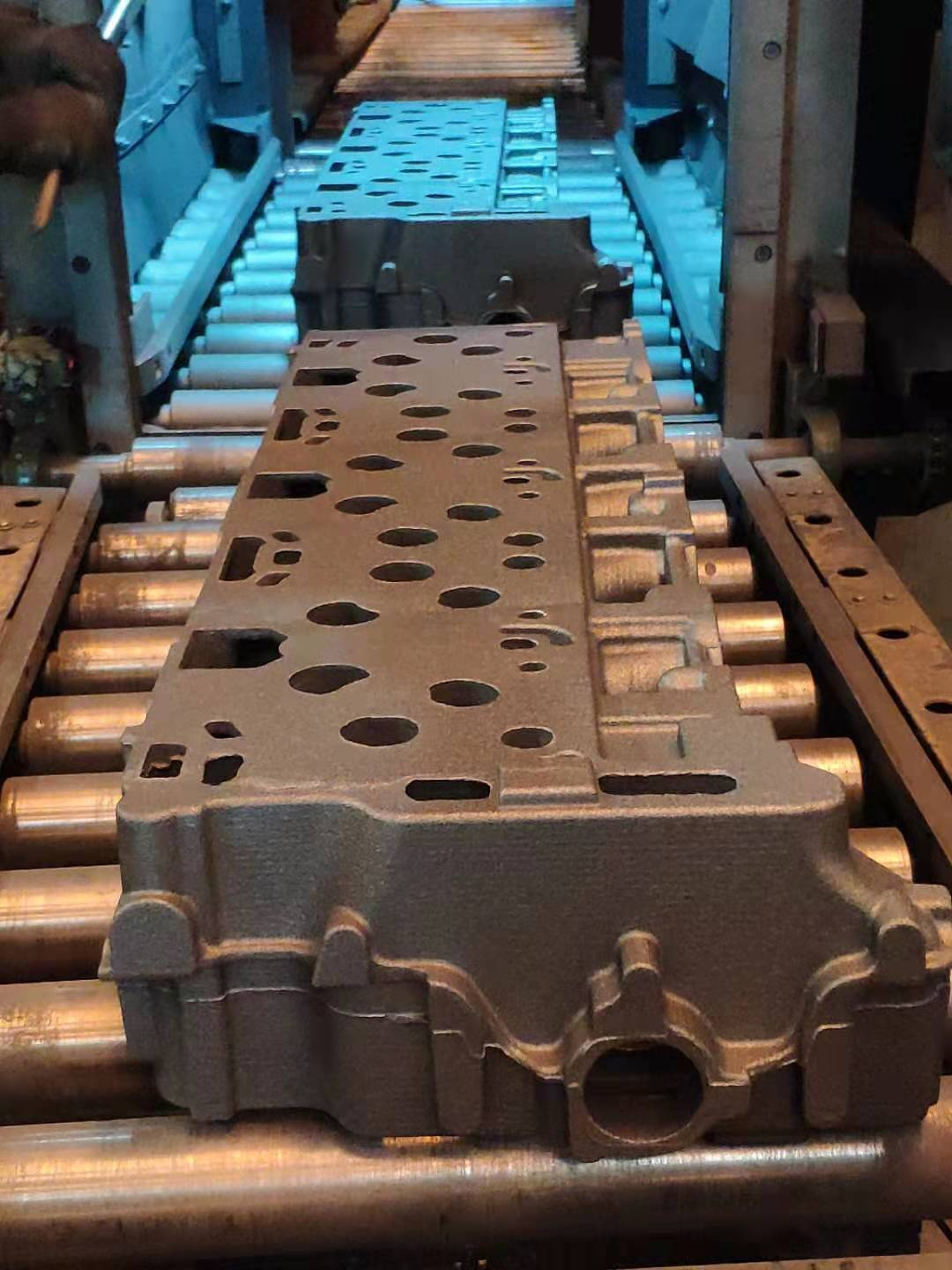
铸件毛坯
铸件毛坯
毛坯经过康明斯指定单位精加工后,铸件未发现内部缺陷,经三坐标检测后结果显示平面度、平行度、轮廓度、圆柱度、垂直度、位置度、角度等均符合加工图纸要求,判定产品为合格品,于2019年8月15日上机进行各项指标测试。

康明斯NS6天然气缸盖3D打印+铸造研发项目
【概要描述】 项目概述:此项目与河北北汽福田汽车零部件有限公司合作,共同对康明斯装机实验用的NS6天然气缸盖铸件进行开发,材质为高强度HT250,采用3D打印砂型+铸造+三维扫描检测的工艺路线,实现在不开模具的情况下针对快速样件毛坯进行制作,康硕集团主要承担工艺设计、砂型3D打印、砂型模具设计制作、三维扫描结果分析、数模调整等研发任务,经过前后共计五轮的浇注试制,解决了铸件气孔、尺寸、砂眼、断芯、铸件脉纹和粘砂等一系列铸造缺陷,为客户提供了合格的快速样件产品。
第一轮浇注-设计三维
工艺
左砂型
右砂型
组型:收缩率整体1%
2、现场图片
组芯吊装
砂型烘烤: 砂型整体165℃烘烤2H
浇注现场:邓州浇注、浇注温度1450℃浇注时间:64s
开箱:一次成型
3、出现的问题
气孔
气孔
内腔、外形尺寸偏差
调整方案
(1)增加芯头积砂槽、增加砂芯部分位置间隙
(2)增加浇口杯设计、紫色面补正1mm
(3)锁紧工装、定位孔
(4)砂型外增加侧排气通道
(5)螺栓台出直径向外补正0.5mm
(6)外形缩放不变,砂芯缩放0.6%
第二轮浇注-设计三维
工艺
左砂型:重新做了排气
右砂型
组型:收缩率:外型1%,芯子0.6%
2、现场图片
3D打印砂型砂芯
浇注现场:承德浇注、浇注温度1432℃浇注时间:51s
毛坯成型
抛丸后产品
3、出现的问题
缺料
气孔
局部结构壁厚太薄
4、调整方案
(1)外形按照北汽福田现场模具架制作
(2)红色箭头处,圆弧向内收缩2mm
(3)箭头处开排气通孔,直径8mm,砂芯增加排气
(4)上下两图,红色箭头处向外补正1mm
(5)红色方框内基准面向砂芯方向补正1mm
(6)箭头所指平面,向砂芯方向补正1mm
(7)芯头内部增加排气孔
(8)毛坯外部收缩比为1%,内部收缩比为0.8%
第三轮浇注-设计三维
工艺
左砂型
右砂型
组型:收缩率:外型1%,芯子0.8%
2、现场图片
3D打印砂型砂芯
跟随静压造型生产线浇注
随生产线浇注:浇注温度控制1420℃
抛丸后产品
3、出现的问题
飞边
脉纹
砂眼、断芯、局部结构壁厚较薄
4、调整方案
(1)背部机械手抓孔修改
(2)黄色面下调0.8mm,紫色面修复圆角
(3)油道芯黄色面砂型向内1mm,解决壁薄问题
(4)铸件密封线部分向内偏置1mm
(5)圆角修复
第四轮浇注-设计三维
工艺
左砂型:
右砂型
组型:收缩率:外型1%,芯子0.8%
2、浇注现场
砂型开箱
砂型清理
型芯组装
型芯组装
组型现场
铸件毛坯
机加工
尺寸检测
出现的问题
粘砂
脉纹
气道内部脉纹
调整方案:
(1)砂型整体浸涂涂料
(2)定位孔偏移
(3)更改芯头连接方式
(4)按画白线加大了部分轮廓
(5)图中砂芯粉色面去材料,1毫米
(6)图中上水套芯橙色标记位置砂芯去材料1毫米
(7)水套芯标记位置按标记尺寸去材料
(8)排气管优化
(9)按图示黄色圆点位置打孔
第五轮浇注-设计三维
左砂型
右砂型
组型:二分之一砂型左右对称
砂型打印排箱
2、现场图片
型芯组装浸涂
型芯组装浸涂
型芯组装
组型现场:跟随静压线自动浇注温度控制1415℃
铸件毛坯
铸件毛坯
毛坯经过康明斯指定单位精加工后,铸件未发现内部缺陷,经三坐标检测后结果显示平面度、平行度、轮廓度、圆柱度、垂直度、位置度、角度等均符合加工图纸要求,判定产品为合格品,于2019年8月15日上机进行各项指标测试。
- 分类: 产业应用
- 发布时间:2023-03-13 16:06
- 访问量:
项目名称:康明斯NS6天然气缸盖3D打印+铸造研发项目
开始时间:2019年6月17日
结束时间:2019年7月31日
项目概述:此项目与河北北汽福田汽车零部件有限公司合作,共同对康明斯装机实验用的NS6天然气缸盖铸件进行开发,材质为高强度HT250,采用3D打印砂型+铸造+三维扫描检测的工艺路线,实现在不开模具的情况下针对快速样件毛坯进行制作,康硕集团主要承担工艺设计、砂型3D打印、砂型模具设计制作、三维扫描结果分析、数模调整等研发任务,经过前后共计五轮的浇注试制,解决了铸件气孔、尺寸、砂眼、断芯、铸件脉纹和粘砂等一系列铸造缺陷,为客户提供了合格的快速样件产品。
第一轮浇注-设计三维
|
工艺 |
左砂型 |
右砂型 |
组型:收缩率整体1% |
|
|
|
|
|
2、现场图片
|
组芯吊装 |
砂型烘烤: 砂型整体165℃烘烤2H |
|
|
|
|
浇注现场:邓州浇注、浇注温度1450℃浇注时间:64s |
开箱:一次成型 |
|
|
|




3、出现的问题
|
气孔 |
气孔 |
内腔、外形尺寸偏差 |
|
 |
|
 |

- 调整方案
|
(1)增加芯头积砂槽、增加砂芯部分位置间隙 |
(2)增加浇口杯设计、紫色面补正1mm |
(3)锁紧工装、定位孔 |
|
 |
|
 |
|
(4)砂型外增加侧排气通道 |
(5)螺栓台出直径向外补正0.5mm |
(6)外形缩放不变,砂芯缩放0.6% |
|
 |
 |
 |
第二轮浇注-设计三维
|
工艺 |
左砂型:重新做了排气 |
右砂型 |
组型:收缩率:外型1%,芯子0.6% |
|
|
|
|
|
2、现场图片
|
3D打印砂型砂芯 |
浇注现场:承德浇注、浇注温度1432℃浇注时间:51s |
|
|
|
|
毛坯成型 |
抛丸后产品 |
|
|
|



3、出现的问题
|
缺料 |
气孔 |
局部结构壁厚太薄 |
|
|
|
|


4、调整方案
|
(1)外形按照北汽福田现场模具架制作 |
(2)红色箭头处,圆弧向内收缩2mm |
(3)箭头处开排气通孔,直径8mm,砂芯增加排气 |
|
|
|
|
|
(4)上下两图,红色箭头处向外补正1mm |
(5)红色方框内基准面向砂芯方向补正1mm |
(6)箭头所指平面,向砂芯方向补正1mm |
|
|
|
 |
|
(7)芯头内部增加排气孔 |
(8)毛坯外部收缩比为1%,内部收缩比为0.8%
|
|
|
|
|
|
第三轮浇注-设计三维
|
工艺 |
左砂型 |
右砂型 |
组型:收缩率:外型1%,芯子0.8% |
|
 |
|
|
 |
2、现场图片
|
3D打印砂型砂芯 |
跟随静压造型生产线浇注 |
|
 |
 |
|
随生产线浇注:浇注温度控制1420℃ |
抛丸后产品 |
|
|
|


3、出现的问题
|
飞边 |
脉纹 |
砂眼、断芯、局部结构壁厚较薄 |
|
 |
|
 |
4、调整方案
|
(1)背部机械手抓孔修改 |
(2)黄色面下调0.8mm,紫色面修复圆角 |
(3)油道芯黄色面砂型向内1mm,解决壁薄问题 |
|
|
 |
 |
|
(4)铸件密封线部分向内偏置1mm |
(5)圆角修复
|
|
|
 |
|
|
第四轮浇注-设计三维
|
工艺 |
左砂型: |
右砂型 |
组型:收缩率:外型1%,芯子0.8% |
|
 |
|
 |
 |
2、浇注现场
|
砂型开箱 |
砂型清理 |
型芯组装 |
型芯组装 |
|
|
 |
 |
 |
 |
|
|
组型现场 |
铸件毛坯 |
|||
|
|
 |
|||
|
机加工 |
尺寸检测 |
|||
|
|
 |
|||

出现的问题
|
粘砂 |
脉纹 |
气道内部脉纹 |
|
|
 |
|


调整方案:
|
(1)砂型整体浸涂涂料 |
(2)定位孔偏移 |
(3)更改芯头连接方式 |
|
 |
 |
 |
|
(4)按画白线加大了部分轮廓 |
(5)图中砂芯粉色面去材料,1毫米 |
(6)图中上水套芯橙色标记位置砂芯去材料1毫米 |
|
|
 |
 |
|
(7)水套芯标记位置按标记尺寸去材料 |
(8)排气管优化 |
(9)按图示黄色圆点位置打孔 |
|
 |
 |
 |

第五轮浇注-设计三维
|
左砂型 |
右砂型 |
组型:二分之一砂型左右对称 |
砂型打印排箱 |
|
 |
|
 |
 |
2、现场图片
|
型芯组装浸涂 |
型芯组装浸涂 |
型芯组装 |
||
|
 |
 |
 |
||
|
组型现场:跟随静压线自动浇注温度控制1415℃ |
铸件毛坯 |
铸件毛坯 |
||
|
|
|
 |
||


毛坯经过康明斯指定单位精加工后,铸件未发现内部缺陷,经三坐标检测后结果显示平面度、平行度、轮廓度、圆柱度、垂直度、位置度、角度等均符合加工图纸要求,判定产品为合格品,于2019年8月15日上机进行各项指标测试。

源文来自:康硕集团快速样件案例
扫二维码用手机看
最新消息

 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号