



金属模型须知
- 分类:代工服务
- 发布时间:2023-02-23 09:17
- 访问量:
【概要描述】金属模型须知
打样、小批量生产、直接使用
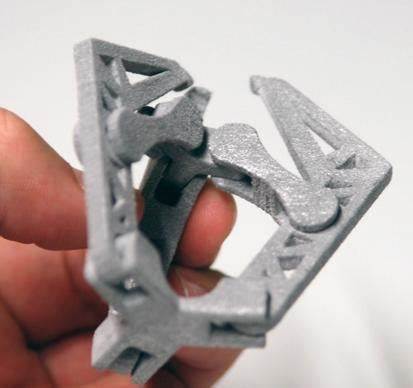
我司金属打印制程为:SLM (Selective Laser Melting, 雷射选区重熔),特色是精度高、适用于复杂薄壁精细零件;不过尺寸比较受限,需进行热处理。
代工打印可以选择的材料为:铝合金、不锈钢、模具钢、钛合金,若有需要其他种类材料请另外来信询问,我们将尽力为您寻找可打印资源。
会选择使用金属材质以及金属打印技术的您,可能是基于下列理由:
最终产品为金属材质,需进行批量生产前的测试打样,或是想要进行小批量生产。
铝合金AlSi10Mg:属于轻金属,具备高动态负载能力,并且后加工最为容易。主要应用于赛车行业、航天内部、机械工业等功能性原型。
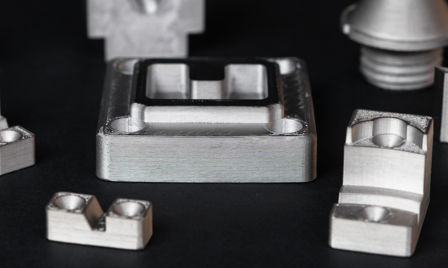
不锈钢316L:具备耐腐蚀、高抗拉强度、高强度、高刚度等等特性。主要应用于一些功能性零件(EX: 手表、珠宝、电子外壳、配件)、食品和化学设施、汽车行业的非腐蚀性零件。
模具钢MS1:与其他钢相比具有更好的导热性,在热处理后可到洛式硬度HRC 54。主要应用于注塑模具、金属铸造工具等等需要特别高强度/刚度的零件。
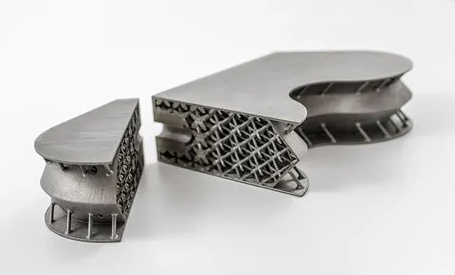
钛合金TC4:具备生物兼容性、良好的机械性能以及强度重量比,并具有更好的耐腐蚀性。广泛应用于航天工程、人体的关节置换和手术工具、赛车和脚踏车车架、电子产品、以及其他高性能产品。
(铝合金打印)
(不锈钢打印)
(模具刚打印)
(钛合金打印)
为了让模型制作的成果能够更符合您的期待,下面要为大家介绍在设计建模以及代工沟通时,需要注意的事项。
准备3D档案的流程
从模型的设计开始,可以自行3D建模;或是当您有实体物品时,可以选择逆向扫描取得图档。接着,您需要将档案输出成3D打印切层软件可以接受的格式:
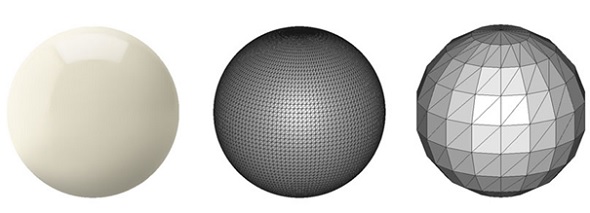
我们的金属打印制程,仅能接受STL档案格式;输出时,需要特别注意网格分辨率的调整,分辨率太低会导致印出来会有明显的格纹,分辨率太高可能会让档案太大甚至软件跑不动唷!
(图说:左-成品,中-STL高分辨率过高,右-STL分辨率过低)
如果您是第一次接触金属3D打印,请仔细阅读以下注意事项:
(1) 攻牙:螺纹建议用攻牙,不建议直接打印(含内、外螺纹),效果会不好。我司可以协助后处理攻牙,此项目费用另计。
(2) 最小特征:建议在0.5mm以上较为安全,壁厚低于0.5mm不保证能打印出来。
(3) 组装:装配件需要另发装配组装图,发货前会装配好才寄出,如没提醒则不负责装配,需装配的产品需预留单边0.15mm空隙。
(4) 公差:约为+/-0.2-0.3 mm,实际误差会因工件几何形状与尺寸而有所不同。
(5) 二次精加工:当局部装配要求较高时(如轴承孔 / 直径 / 平面装配位)要提前留出加工余量,再通过二次精加工配合。我司可协助后处理二次精加工,此项目费用另计。
(6) 金属打印材质跟传统制程材料一样,可以后续二次加工处理。
外观
(1) 金属打印在高温烧结的过程中,有些细长、薄壁、壳类等结构会有轻微变形情况发生,请特别注意。
(2) 金属打印的优势在于结构复杂件,精度跟表面效果会逊于CNC等机加工。
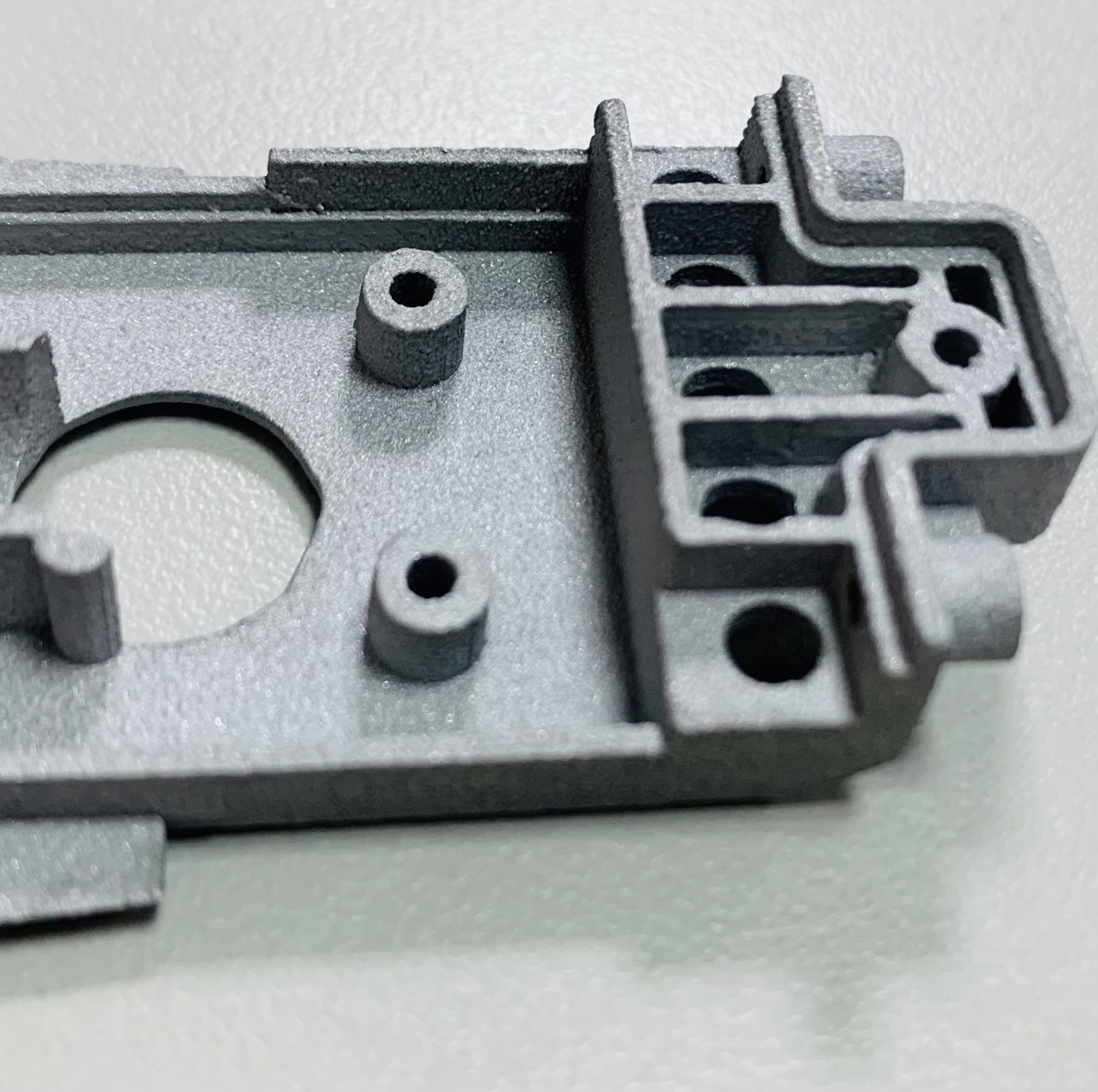
(3) 本色表面麻点(Ra7左右)
(外观本色表面麻点约为Ra7左右)
结语
以上为金属打印技术基本的概念,适用于大部分模型,但实际情况仍依您的模型形状可能有所不同。
关于代工打印,有任何问题,欢迎随时与我们联系,会有专人与您一对一讨论。
让我们一起将3D打印的优点运用在您所需要的地方吧!可以直接电话联系我们:0755-82953613

金属模型须知
【概要描述】金属模型须知
打样、小批量生产、直接使用
我司金属打印制程为:SLM (Selective Laser Melting, 雷射选区重熔),特色是精度高、适用于复杂薄壁精细零件;不过尺寸比较受限,需进行热处理。
代工打印可以选择的材料为:铝合金、不锈钢、模具钢、钛合金,若有需要其他种类材料请另外来信询问,我们将尽力为您寻找可打印资源。
会选择使用金属材质以及金属打印技术的您,可能是基于下列理由:
最终产品为金属材质,需进行批量生产前的测试打样,或是想要进行小批量生产。
铝合金AlSi10Mg:属于轻金属,具备高动态负载能力,并且后加工最为容易。主要应用于赛车行业、航天内部、机械工业等功能性原型。
不锈钢316L:具备耐腐蚀、高抗拉强度、高强度、高刚度等等特性。主要应用于一些功能性零件(EX: 手表、珠宝、电子外壳、配件)、食品和化学设施、汽车行业的非腐蚀性零件。
模具钢MS1:与其他钢相比具有更好的导热性,在热处理后可到洛式硬度HRC 54。主要应用于注塑模具、金属铸造工具等等需要特别高强度/刚度的零件。
钛合金TC4:具备生物兼容性、良好的机械性能以及强度重量比,并具有更好的耐腐蚀性。广泛应用于航天工程、人体的关节置换和手术工具、赛车和脚踏车车架、电子产品、以及其他高性能产品。
(铝合金打印)
(不锈钢打印)
(模具刚打印)
(钛合金打印)
为了让模型制作的成果能够更符合您的期待,下面要为大家介绍在设计建模以及代工沟通时,需要注意的事项。
准备3D档案的流程
从模型的设计开始,可以自行3D建模;或是当您有实体物品时,可以选择逆向扫描取得图档。接着,您需要将档案输出成3D打印切层软件可以接受的格式:
我们的金属打印制程,仅能接受STL档案格式;输出时,需要特别注意网格分辨率的调整,分辨率太低会导致印出来会有明显的格纹,分辨率太高可能会让档案太大甚至软件跑不动唷!
(图说:左-成品,中-STL高分辨率过高,右-STL分辨率过低)
如果您是第一次接触金属3D打印,请仔细阅读以下注意事项:
(1) 攻牙:螺纹建议用攻牙,不建议直接打印(含内、外螺纹),效果会不好。我司可以协助后处理攻牙,此项目费用另计。
(2) 最小特征:建议在0.5mm以上较为安全,壁厚低于0.5mm不保证能打印出来。
(3) 组装:装配件需要另发装配组装图,发货前会装配好才寄出,如没提醒则不负责装配,需装配的产品需预留单边0.15mm空隙。
(4) 公差:约为+/-0.2-0.3 mm,实际误差会因工件几何形状与尺寸而有所不同。
(5) 二次精加工:当局部装配要求较高时(如轴承孔 / 直径 / 平面装配位)要提前留出加工余量,再通过二次精加工配合。我司可协助后处理二次精加工,此项目费用另计。
(6) 金属打印材质跟传统制程材料一样,可以后续二次加工处理。
外观
(1) 金属打印在高温烧结的过程中,有些细长、薄壁、壳类等结构会有轻微变形情况发生,请特别注意。
(2) 金属打印的优势在于结构复杂件,精度跟表面效果会逊于CNC等机加工。
(3) 本色表面麻点(Ra7左右)
(外观本色表面麻点约为Ra7左右)
结语
以上为金属打印技术基本的概念,适用于大部分模型,但实际情况仍依您的模型形状可能有所不同。
关于代工打印,有任何问题,欢迎随时与我们联系,会有专人与您一对一讨论。
让我们一起将3D打印的优点运用在您所需要的地方吧!可以直接电话联系我们:0755-82953613
- 分类:代工服务
- 发布时间:2023-02-23 09:17
- 访问量:
打样、小批量生产、直接使用
我司金属打印制程为:SLM (Selective Laser Melting, 雷射选区重熔),特色是精度高、适用于复杂薄壁精细零件;不过尺寸比较受限,需进行热处理。
代工打印可以选择的材料为:铝合金、不锈钢、模具钢、钛合金,若有需要其他种类材料请另外来信询问,我们将尽力为您寻找可打印资源。
会选择使用金属材质以及金属打印技术的您,可能是基于下列理由:
最终产品为金属材质,需进行批量生产前的测试打样,或是想要进行小批量生产。
铝合金AlSi10Mg:属于轻金属,具备高动态负载能力,并且后加工最为容易。主要应用于赛车行业、航天内部、机械工业等功能性原型。
不锈钢316L:具备耐腐蚀、高抗拉强度、高强度、高刚度等等特性。主要应用于一些功能性零件(EX: 手表、珠宝、电子外壳、配件)、食品和化学设施、汽车行业的非腐蚀性零件。
模具钢MS1:与其他钢相比具有更好的导热性,在热处理后可到洛式硬度HRC 54。主要应用于注塑模具、金属铸造工具等等需要特别高强度/刚度的零件。
钛合金TC4:具备生物兼容性、良好的机械性能以及强度重量比,并具有更好的耐腐蚀性。广泛应用于航天工程、人体的关节置换和手术工具、赛车和脚踏车车架、电子产品、以及其他高性能产品。
(铝合金打印)

(不锈钢打印)
(模具刚打印)
(钛合金打印)
为了让模型制作的成果能够更符合您的期待,下面要为大家介绍在设计建模以及代工沟通时,需要注意的事项。
准备3D档案的流程
从模型的设计开始,可以自行3D建模;或是当您有实体物品时,可以选择逆向扫描取得图档。接着,您需要将档案输出成3D打印切层软件可以接受的格式:
我们的金属打印制程,仅能接受STL档案格式;输出时,需要特别注意网格分辨率的调整,分辨率太低会导致印出来会有明显的格纹,分辨率太高可能会让档案太大甚至软件跑不动唷!
(图说:左-成品,中-STL高分辨率过高,右-STL分辨率过低)
如果您是第一次接触金属3D打印,请仔细阅读以下注意事项:
(1) 攻牙:螺纹建议用攻牙,不建议直接打印(含内、外螺纹),效果会不好。我司可以协助后处理攻牙,此项目费用另计。
(2) 最小特征:建议在0.5mm以上较为安全,壁厚低于0.5mm不保证能打印出来。
(3) 组装:装配件需要另发装配组装图,发货前会装配好才寄出,如没提醒则不负责装配,需装配的产品需预留单边0.15mm空隙。
(4) 公差:约为+/-0.2-0.3 mm,实际误差会因工件几何形状与尺寸而有所不同。
(5) 二次精加工:当局部装配要求较高时(如轴承孔 / 直径 / 平面装配位)要提前留出加工余量,再通过二次精加工配合。我司可协助后处理二次精加工,此项目费用另计。
(6) 金属打印材质跟传统制程材料一样,可以后续二次加工处理。
外观
(1) 金属打印在高温烧结的过程中,有些细长、薄壁、壳类等结构会有轻微变形情况发生,请特别注意。
(2) 金属打印的优势在于结构复杂件,精度跟表面效果会逊于CNC等机加工。
(3) 本色表面麻点(Ra7左右)
(外观本色表面麻点约为Ra7左右)
结语
以上为金属打印技术基本的概念,适用于大部分模型,但实际情况仍依您的模型形状可能有所不同。
关于代工打印,有任何问题,欢迎随时与我们联系,会有专人与您一对一讨论。
让我们一起将3D打印的优点运用在您所需要的地方吧!可以直接电话联系我们:0755-82953613
扫二维码用手机看

 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号